Advanced Structural Steels: Part Five
Abstract
Further improvement of toughness, strength and weldability for X100 steel should be done on present production facilities. Therefore, no major technological breakthroughs, but only evolutionary improvements of the existing technology have been involved in the production of grade X100 plate. As a result, the production window is quite narrow and heat treatment of plate or pipe is obviously not recommended.
To solve this problem, three different approaches have been considered with respect to the selection of chemical composition of steel and processing parameters.
Development of X100 steel
Further improvement of toughness, strength and weldability for X100 steel should be done on present production facilities. Therefore, no major technological breakthroughs, but only evolutionary improvements of the existing technology have been involved in the production of grade X100 plate. As a result, the production window is quite narrow and heat treatment of plate or pipe is obviously not recommended.
To solve this problem, three different approaches have been considered with respect to the selection of chemical composition of steel (carbon content and content of alloying elements) and processing parameters (cooling rate and cooling stop temperature), Figure 1.
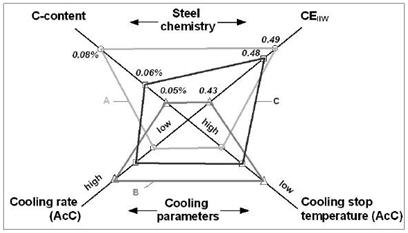
Figure 1: Different approaches to reach the strength level of X100 by varying steel chemistry and cooling parameters.
Approach A, which involves relatively high carbon equivalents of 0.49, has the disadvantage that the crack arrest toughness properties are not as high and therefore requirements to prevent long-running cracks may not be fulfilled. Moreover, this approach is also detrimental, e.g. to field weldability.
Approach B, with a carbon equivalent of only 0.43, was used in combination with fast cooling rates in the plate mill down to a very low cooling-stop temperature, resulting in the formation of high fractions of martensite in the microstructure, which have a detrimental effect on toughness properties of base metal. In addition, a softening in the heat affected zone was observed. This effect cannot be adequately compensated using extremely low carbon contents, without adversely affecting the productivity.
Approach C, which involves medium carbon content, ensures excellent toughness as well as fully satisfactory field weldability, despite the carbon equivalent in the range of 0.46. The chemical composition should therefore be considered acceptable for the purpose of current standardization. Approach C enables the desired property profile to be achieved through an optimized two-stage rolling process in conjunction with a medium carbon content, a medium carbon equivalent and optimized cooling conditions.
Experience shows that the best performance is for the steel that covers square at the Figure 1, implying the balance between parameters. The microstructure of X100 high strength steel is shown in Figure 1. It is worth noting that the microstructure of X100 and higher grades can be observed only using SEM microscope. A dual-phase microstructure consisting of fine granular ferrite and a hard phase mainly composed of bainite was obtained by optimum TMCP conditions. As a result, the pipe exhibited sufficiently high strength, large uniform elongation and good low-temperature toughness.
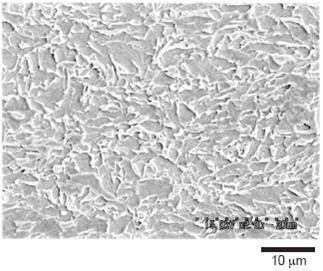
Figure 2: A SEM microphotograph of X100 high strength steel microstructure.
Tensile tests were performed using round bar specimens. Yield/Tensile ratios are still relatively high and elongation values are lower than for the grade X70. Charpy toughness was measured in excess of 200 J in all cases, but it seems to be impossible to guarantee values in excess of 300 J at low temperatures.
Also, the DWT shear areas at –20°C are higher for thin wall X100. Due to the relatively high carbon equivalent and the high strength level, the toughness of the longitudinal weld seam and the HAZ is limited. X100 responds favorably to manual and automated field welding, a finding which can be attributed to its reduced carbon content. Finally, some studies claim cost savings of up to 30% when X70 and X100 is compared.
Development of X120 and higher grade steel
The main task in development of this steel grade was achieving minimum yield strength 827 MPa and minimum tensile strength of 931 MPa. Charpy impact toughness of at least 231 J at a testing temperature of –30°C was the crack arrest criterion. In the Battelle drop weight tear test the transition temperature for a shear area of 75 % should be lower than –20°C.
The required properties of steel grade X120 are only reachable with a mainly baintic microstructure that predominantly consists of lower bainite. Due to the combination of high dislocation density and a very fine scale substructure, so called domains, this lower bainitic microstructure is a reasonable option for an ultra-high-strength level, along with satisfactory toughness properties.
To produce such a microstructure especially with a low C and low PCM steel, the chemical composition had to be designed very carefully. The basic alloying system contains Cu, Ni, Cr, Mo and the microalloying elements V, Nb, Ti. Besides these the microalloying element boron should also be effective.
To improve the hardenability of austenite, the analysis had to contain sufficient effective boron. Boron has a strong retarding effect on the transformation of austenite to ferrite and thus supporting the formation of the required bainitic microstructure. Furthermore, the combination of boron with nitrogen and oxygen had to be avoided.
With manganese content of about 1.90% the carbon equivalent CEIIW of the chemical composition used in initial investigations was in the range of 0.50% up to 0.55%. The PCM value was approximately 0.23%.
An optimum reheating temperature leads to the best possible initial austenite grain size which is the starting point for the further control of the mechanical properties during the rolling process. Furthermore, maximum possible deformation ratio during the first rolling stage is of great importance for the first grain refining of the recrystallized austenite. The finish rolling has to be done close to the Ar3 transition point for a proper control of pancaking of the non-recrystallized austenite. This extremely pancaked austenite has a high dislocation density and transforms into fine grained lower bainite after accelerated cooling. For a highly effective accelerated cooling process after finish rolling a cooling rate of above 20 K/s and a cooling stop temperature below 400°C are the main process parameters.
Also, great efforts have been focused on the problems of welding. The existing welding technology had to be modified and optimized by reducing the heat input of each pass. A low heat input welding procedure leads to a minimization of the softening of the heat affected zone in combination with an improvement of its toughness.
More comments on X120 steels can be made only after more experience gained during their service time; this experience is still lacking due to the recent start of applications of X120.
Comparison of the grades X70 to X120
The most pragmatic way to compare different grades of X70 to X120 is to compare the necessary weight of steel to produce a pipeline of a given diameter, figure 3.
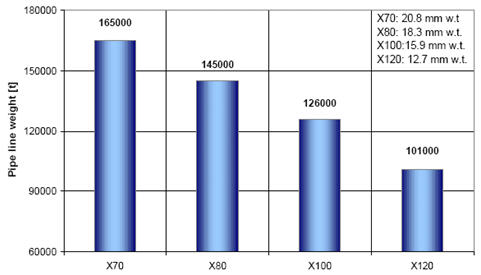
Figure 3: Material savings due to the use of high strength steel for a given pipe diameter.
The driving forces for application of higher strength steel grades are: (a) requirements for service in more hostile environment, and (b) considerable savings.
The reduction of the total project cost are achieved as a result of the sum of the following benefits: (i) reduced quantity of steel required and therefore reduced material cost; (ii) lower pipe transportation cost; (iii) lower pipe-laying and construction cost and (iv) reduced compression cost.
Conclusion
The predicted growth of energy consumption in coming decades necessitates severe efforts for transporting large amounts of natural gas and/or oil to end users. Therefore, the development of high strength structural steels with high strength, good toughness and weldability has been in the focus of research, and it requires sounded knowledge of physical metallurgy and fracture mechanics, as well as an improvement of production facilities and characterization techniques. Steel grades up to X100 have already been proven. Grade X120 is already being used for pipe production, but data concerning maintenance and life cycle are still lacking.
Access Precise Properties of Structural Steels Now!
Total Materia Horizon contains property information for 150,000+ structural steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.