The Embrittlement and Fracture of Steels: Part Two
Abstract
There are several forms of embrittlement in steel like intergranular embrittlement, temper embrittlement, embrittlement caused by overheating and burning.
While cleavage fracture in steels is a common form of embrittlement, in many cases the embrittlement is intergranular (IG), i.e. it takes place along the grain boundaries, usually the former austenitic boundaries. Temper embrittlement is quite common in slowly heavy solutions of steels tempered in the range from 400 to 560°C.
Intergranular embrittlement
While cleavage fracture in steels is a common form of embrittlement, in many cases the embrittlement is intergranular (IG), i.e. it takes place along the grain boundaries, usually the former austenitic boundaries. This behavior is encountered in as-quenched steels, on tempering (temper embrittlement), after heating at very high austenitizing temperatures (overheating and burning), and in rock-candy fracture in cast steels.
These forms of embrittlement are exhibited at or around room temperature. There are, however, other phenomena involving failure along grain boundaries, which are essentially high temperature events, e.g., hot-shortness during the hot working of steels and high temperature creep failure.
It is clear that no mechanism will explain the various types of embrittlement, but the processes leading to intergranular fracture all lead to reduced cohesion along the grain boundaries. This can arise in different ways but the most relevant appear to be
- Segregation of solute atoms preferentially to grain boundaries
- Distribution of second phase particles at grain boundaries.
Temper embrittlement
Many alloy steels when tempered in the range 500°C-650°C following quenching to form martensite become progressively embrittled in an intergranular way. A similar phenomenon can also occur when the steels are continuously cooled through the critical range. It is revealed by the effect on the notched bar impact test, where the transition temperature is raised and the shelf energy lowered, the transgranular fracture mode being replaced by an Intergranular embrittlement (IG mode) below the transition temperature.
This phenomenon is now known to be associated with the segregation of certain elements to the grain boundaries, which reduce the intergranular cohesion of iron. Elements, which segregate, fall into three groups of the Periodic Classification. It has been shown that many of these elements reduce the surface energy of iron substantially and would, therefore, be expected, to lower the grain boundary energy and to reduce cohesion. Moreover, the actual segregation of atoms to the boundaries has been conclusively demonstrated by Auger electron spectroscopy on specimens fractured intergranularly within the vacuum system of the apparatus.
This technique has allowed the precise determination of the concentrations of segregating species at the boundaries, usually expressed in terms of fractions of a monolayer of atoms. These fractions vary between about 0.3 and 2.0 for steels containing the above elements, usually in bulk concentrations well below 0.1 wt%.
With the individual elements, the tendency to embrittle appears to increase both with Group and Period number, i.e. S, Se and Te in increasing order are the most surface-active elements in iron. However, it is doubtful whether they contribute greatly to temper embrittlement because they combine strongly with elements such as Mn and Cr, which effectively reduce their solubility in iron to very low levels.
While the elements in Groups IVB and VB are less surface active, they play a greater role in embrittlement because they interact with certain metallic elements, e.g. Ni and Mn, which are common alloying elements in steels. These interactions lead to co segregation of alloy element and impurity elements at the grain boundaries, and to resultant lowering of cohesion by the impurity element. Analysis of the composition of grain boundaries by Auger spectroscopy has confirmed strong interactions between Ni-Sb, Ni-P, Ni-Sn and Mn-Sb.
Therefore, the driving force for segregation to boundaries is a stronger interaction between the alloying element and the impurity element than between either of these and iron. If the interaction is too strong, segregation does not take place. Instead a scavenging effect is obtained, as exemplified by Ti-P and Mo-P interactions in Ni-Cr steels. In this connection it is well known that molybdenum additions to Ni-Cr steels can eliminate temper embrittlement. A third inter-alloy effect is also possible which is that one alloying element, e.g. Cr, promotes the segregation of Ni and P, also Ni and Sb.
In addition to solute atom segregation to boundaries, there are also microstructural factors, which influence the intensity of temper embrittlement. In most alloy steels in which this phenomenon is encountered the grain boundaries are also the sites for carbide precipitation, either cementite or alloy carbides. It is likely that these provide the sites for IG crack nuclei.
As in the nucleation of cleavage fracture, dislocations impinge on a grain boundary carbide particle and as it is not deformable the carbide will either crack or the ferrite/carbide interface will part. The latter separation is more likely if the interracial energy has been reduced by segregation of impurity atoms to it. This can occur by rejection of these impurity atoms during the growth of the carbide or by equilibrium segregation. Interfacial separation has been observed in iron containing coarse grain boundary iron carbide, the interfaces of which contained Sb, As, Sn or P. The effectiveness of this nucleating stage of IG crack formation will be influenced by the extent of grain boundary carbide and the concentration of surface active impurities in the steel, in particular at carbide /matrix interfaces.
The propagation of the grain boundary crack will depend not only on the cohesion of the boundary but also on the relative toughness of the grain interior. For example, if the grain interior has a microstructure, which gives high toughness, the IG crack nucleus is more likely to propagate along the boundary. Further, as the yield stress of a steel rises sharply with decreasing temperature IG failure will, like cleavage fracture, be encouraged by reducing the testing temperature. Increasing the austenite grain size, by use of high austenitizing temperatures, under the same conditions, should increase the embrittlement because the size of the dislocation arrays impinging on the grain boundary carbides will be larger and thus more effective in forming crack nuclei.
The optimum temperature range for temper embrittlement is between 500 and 575°C. However, in some steels embrittlement occurs in the range 250-400°C. This phenomenon is called 350° embrittlement, and occurs at too low a temperature to attribute it to the diffusion of metalloids such as Sb to the austenite grain boundaries. It seems more likely that it could arise from smaller and more mobile atoms, e.g. P, which would be rejected during grain boundary growth of iron carbide, which takes place in this temperature range. However, the morphology of the grain boundary Fe3C, if predominantly sheet-like, could be a prime cause of low ductility in this temperature range.
Stress corrosion cracking (SCC) involves failure by cracking in the presence of both a stress and of a corrosive medium. It can occur in either a transgranular or an intergranular mode. The latter mode appears to be encouraged in some alloy steels by heat treatments, which produce temper embrittlement. For example, a temper embrittled Cr-Mo steel cracks along the grain boundaries when stressed in a boiling NaOH solution. Use of a heat treatment to remove the temper embrittlement also removes the sensitivity to stress corrosion.
Overheating and burning
Many alloy steels when held in the range 1200-1400°C and subsequently heat treated by quenching and tempering, fail intergranularly along the original austenitic boundaries. There is strong evidence to suggest that this phenomenon is associated with the segregation of sulphur to the austenite grain boundaries at the high temperature, and indeed the phenomenon is not obtained when the sulphur content of a steel is less than 0.002%.
Sulphur has been shown to be one of the most surface-active elements in iron. Work by Goux and colleagues on pure iron-sulphur alloys has shown that an increase in sulphur content from 5 to 25 ppm raises the ductile/brittle transition temperature by over 200°C. Further, Auger spectroscopy on the intergranular fracture surfaces has given direct evidence of sulphur segregation.
However, this embrittling effect of sulphur as a result of equilibrium segregation is only seen in pure iron and not in steels where there are other impurity elements, and also where interaction of sulphur occurs with alloying elements, notably manganese and chromium. The presence of manganese substantially lowers the solubility of sulphur in both γ- and α-iron, with the result that when sulphur segregates to high temperature austenite boundaries, manganese sulphide is either formed there or during subsequent cooling.
In either case, the manganese sulphide particles lying on the austenite boundaries are revealed by electron microscopy of the intergranular fracture surfaces where they are associated with small dimples. Thus, the grain boundary fracture process is nucleated by the sulphide particles, and the mode of fracture will clearly be determined by the size distribution, which will in turn be controlled by the rate of cooling from the austenite temperature, assuming that MnS forms during cooling. With very slow cooling rates, the intergranular fracture is replaced by cleavage or transgranular fibrous fracture as the grain boundary sulphide distribution is too coarse.
Oil quenching from the austenitizing temperature does not eliminate the phenomenon which is accentuated on tempering in the range 600-650°C. This arises from the redistribution of carbides, which will strengthen the grain interiors, and by precipitation at the grain boundaries, which may further reduce grain boundary ductility.
When very high austenitizing temperatures are used (1400-1450°C) extensive MnS precipitate is formed, often in impressive dendritic forms. In extreme cases, partial formation of liquid phase occurs (liquation) which, on subsequent heat treatment, greatly accentuates the intergranular embrittlement. In the absence of manganese, e.g. in wrought iron, liquid films of the iron-iron sulphide eutectic cause embrittlement during hot working processes down to 1000°C (hot shortness).
The fact that in normal steels burning occurs only at very high temperatures should not be allowed for detract from its significance. The phenomenon may well intrude in high temperature working processes such as forging if temperature control is not exact, but in any case it can certainly be significant in steels which are cast, and by definition pass through the burning and overheating temperature range. In many cases intergranular fracture is encountered in cast alloy steels where the as-cast grain structure is clearly involved. Examination of the fractures reveals extensive grain boundary sheets of manganese sulphide, often only 0.2-0.5 μm thick but covering large areas.
Marked embrittlement can occur in the as-cast state or after subsequent heat treatment in the range 500-650°C, and is often referred to as cast brittleness or rock candy fracture. Precipitation of aluminum nitride may also play an important role in this type of fracture.
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
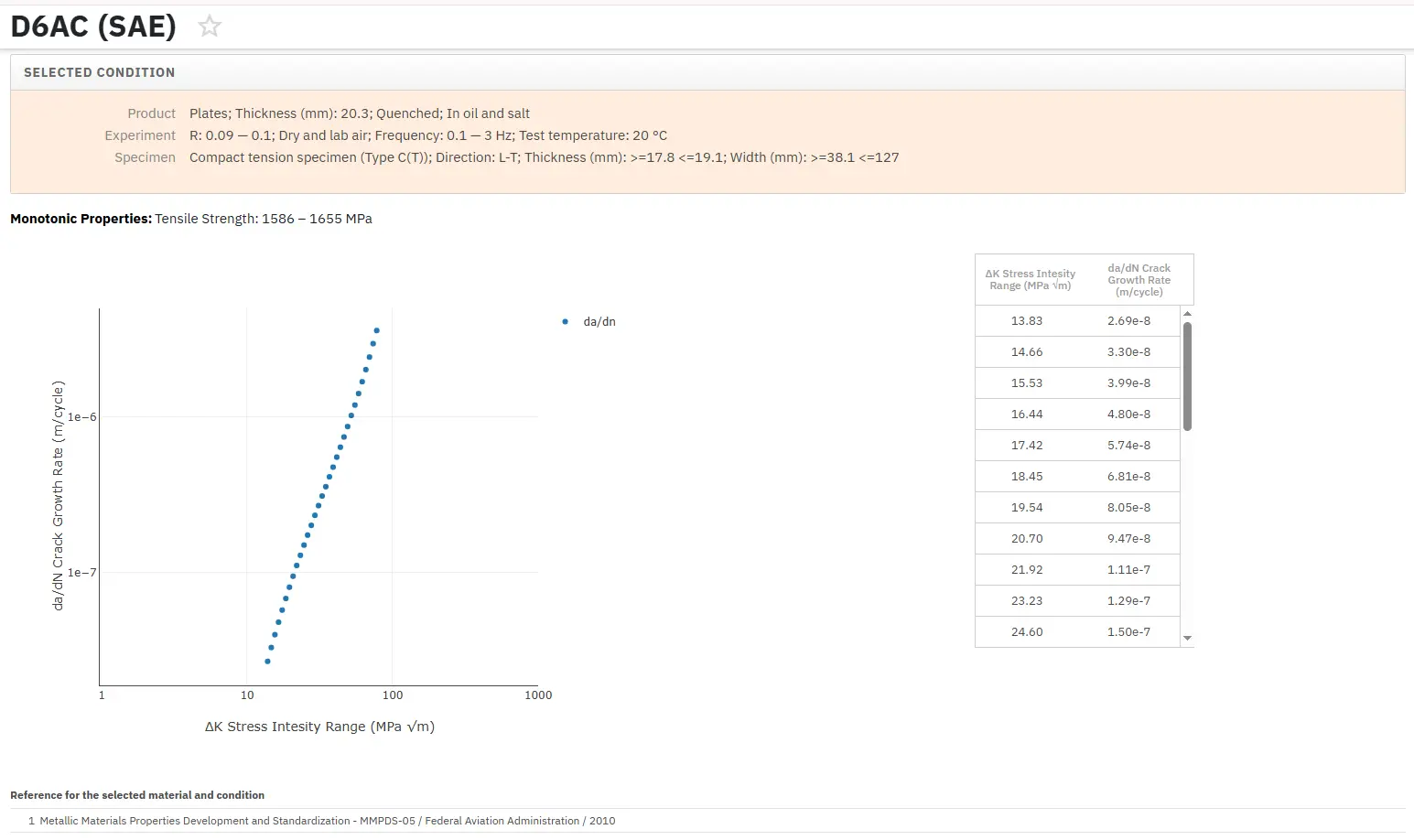
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.