Magnetic Pulse Welding of Dissimilar Materials: Part Two
Abstract
A suitably high current is discharged through a cylindrical coil and as a result induces an eddy current on the outer surface of the conductive workpiece (outer part).
As a result, the external part is accelerated inward, away from the coil, with an increasing high speed, pushing the metal well beyond its yield strength and into its plastic region.
Magnetic Pulse Welding (MPW) is closely analogous to Explosive Welding (EXW) and it is necessary to have a slight impact angle to form a jet along the mating surface. However, rather than explosives, MPW uses electromagnetic force to accelerate the flyer plate. Therefore, MPW can be safely and reproducibly used in production environments controlled by an electric power supply and in addition, the fine adjustment of setting parameters is relatively straight forward.
With effective design, energy is used fairly efficiently for accelerating the flyer plate or tube rather than heating or melting the materials. The MPW system includes a capacitor bank, actuator, and workpieces. The capacitor bank simply consists of an inductance-capacitance circuit and an actuator of some impedance.
A suitably high current is discharged through a cylindrical coil and as a result induces an eddy current on the outer surface of the conductive workpiece (outer part).The two magnetic fields generated - one through the coil and the other on the conductive external section - strongly repel one another with a force proportional to the square of the discharge current.
As a result, the external part is accelerated inward, away from the coil, with an increasing high speed, pushing the metal well beyond its yield strength and into its plastic region. If the conditions are correct, i.e., tube velocity, collision point angle, and collision point velocity, jetting of the surface layers at the collision point occurs, resulting in a weld.
As in explosive welding, a jet is created between the two bonded surfaces by the impact force acting upon them. This jetting action removes all traces of oxides and surface contaminants, allowing the magnetic-pressure-caused impact to plastically deform the metals for only aninstant andto drive the mating surfaces together. This allows the impact of two virgin surfaces, stripped of their oxide layers, to be pressed together under very high pressure, bringing the atoms of each metal into close enough contact with each other, to allow the atomic forces of attraction to come into play.
There are a number of explanations for the precise mechanism at the point of collision, but all evidence agrees that the metals momentarily behave like liquids, even though they remain solid. Due to the rapidity of the process, temperatures at the interface do not rise significantly. For this reason, it is possible to permanently bond widely dissimilar metals.
The quality of the bond at the interface is a product of many parameters, among them the magnetic force, the collision angle, the collision point velocity, and the initial standoff distance between the mating surfaces. Typically, the pressures at the collision point between the mating surfaces are in the order of 100,000 MPa (~15 million lb/in.2), as measured by explosive welding researchers.
One of the most difficult problems in welding is to weld dissimilar metals such as aluminum and steel together. Hybrid structures of aluminum alloy and steel are commonly used for reducing the weight of automobiles to improve fuel efficiency and control air pollution. Therefore, the joining of steel and aluminum alloy in different shapes is currently a popular topic.
To complicate matters, steel and aluminum are not compatible metals as far as fusion welding is concerned. The reason for this is attributed to the large difference between their melting points (660°C for Al and 1497°C for steel), the nearly zero solid solubility of iron in aluminum, and the formation of brittle intermetallic compounds such as Fe2Al5 and FeAl3.
Further differences in their thermal properties such as expansion coefficients, conductivities, and specific heats lead to internal stresses after fusion welding and as a result, fusion welds of steel and aluminum suffer from heavy cracking with brittle failure in service.
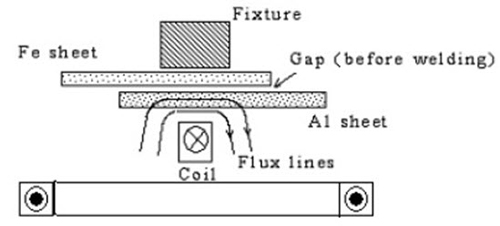
Figure 2: Principle of the MPW for welding of Al/Fe sheets sample (cross section view)
Magnetic pulse welding (MPW) provides an excellent tool for successfully achieving aluminum to steel sheet joints. Magnetic pulse welding is a solid-state joining process of conductive metals. The welding process is heat-free, which can eliminate localized annealing.
Principle of Welding
The principle of the magnetic pulse welding method was shown in Figure 2 for one Al/Fe sheet sample. When a high current is applied to coil, a high magnetic flux density B is suddenly generated under the Al sheet and penetrates into the Al/Fe sheets, eddy currents (current density i) passes through them to hinder its further penetration.
As a result, an electromagnetic force of i x B acts mainly on the Al sheet and as a result the Al sheet is accelerated away from the coil and collides rapidly with the Fe sheet. At the moment of collision the colliding surfaces can be cleared by a large kinetic energy input before the collision. After the collision, the cleared surfaces are pressed together by electromagnetic force and fixed.
When the eddy current flows, the Al sheet is pressed to the Fe sheet by magnetic pressure and they are heated by Joule heat i2/k. As is evident from the equation, for the materials, more eddy currents form at the surface and as result, higher electrical conductivity p and a large amount of Joule heat are generated.
In addition, magnetic pressure will increase according to equation (2) because the depth of skin effect decreases by increasing the electrical conductivity. Consequently our method is applicable to welding metal sheets with higher electrical conductivity such as aluminum and copper to dissimilar sheet metals.
As eddy currents pass through the sheets in a short duration of about 50 µs, the sheets themselves do not get particularly hot. Therefore, in this welding method materials will not suffer from the negative influence of heat that results from the conventional spot or fusion welding method. When current density, rise time, duration and the range of magnetic flux are optimized in this experimental setup, both spot welding and seam welding can be used for joining aluminum or copper sheet to dissimilar sheet metal.
Magnetic pulse welding provides the following benefits:
- Simpler designs and also designs that were previously not possible by conventional welding means, e.g., Al to steel and stainless steel, or Al to Cu welds. This provides the advantage of higher strength-to-weight ratio.
- MPW provides a cold weld. A metallurgical bond is produced without any heat-affected zone. Therefore, the original heat treatment properties are maintained and thus, better joint properties are achieved. Dissimilar material combinations are available with this method and thus complex joints may be replaced by simpler joints.
- Apart from higher process weld speed, there is also a significant quality improvement with this system, e.g., there is no corrosion issues in the welded area, evidence of which is supported by salt spray testing.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.