Explosive Welding of Non-Ferrous Alloys: Part One
Abstract
Explosive welding was first exploited commercially during the 1960’s and is a form of impact welding which can specifically useful to join dissimilar materials with large surface areas.
It is imperative for several conditions to be in place for the process to be successful including small spacing between the two materials and the interfacial pressure at the collision front must exceed the yield strength of the materials.
There is a growing recognition that optimal lightweight structures for automobiles, aircraft and even bicycles are often created from multi-material assemblies. Joining dissimilar high-strength light alloys has therefore been of significant and growing interest. One of the most elegant ways to accomplish dissimilar metal welding is by impact welding. The outstanding advantage of impact welding is that it can minimize the formation of continuous intermetallic phases or HAZ while chemically bond dissimilar metals. EXW, MPW, and LIW all share the same basic principle to join the metals together by impact-driven solid state welding but they are best applied at different length scales.
Explosive welding was first recognised as a solid state process in 1944 when solid state welding had occurred between two metallic discs which had been in contact with a detonator. It was not until the 1960s that the process was exploited commercially throughout the world. The process was mainly used to clad large areas of one metal with another.
Explosive Welding is a solid state impact welding process that employs large quantities (usually a few centimeters thick) of high explosive to accelerate a flyer plate against a target plate. The method is well established for wide variety of materials with flat and large surface area.
Explosive welding is an area of study that represents a truly multidisciplinary research as it deals with the dynamics of collision at high velocities and pressures, the transient fluid like behavior of metals at extremely high strain rates, metallurgical and other physical aspects of colliding metals, modeling of material behavior, sources of high rate energy and the geometrical parameters of colliding system of metals.
To form an explosive weld the following conditions need to occur:
- Two surfaces that need to be joined are initially spaced at a small distance (standoff distance).
- An explosive force brings these two surfaces together progressively at a collision front. The collision front's velocity must be lower than the speed of sound in the materials, so that the shock wave precedes the bond being formed. If not, the shockwave would interfere with the contacted surfaces preventing a bond occurring.
- The interfacial pressure at the collision front must exceed the yield strength of the materials, so that plastic deformation will occur.
A jet of metal is formed just ahead of the collision front, comprising of the two component surfaces, which is finally ejected from the interface. The surfaces and any surface contaminants are removed in the jet. Behind the collision front, the now clean surfaces bond, under extreme pressure, in the solid state. This dynamic welding situation is shown in Figure 1.
In cross section, the materials usually bond together in an undulating wave form and the process can weld a parent plate of thickness 0.025mm to over 1m (the maximum flyer plate thickness is one third that of the parent plate). Up to 30m2 can be welded in one explosion.
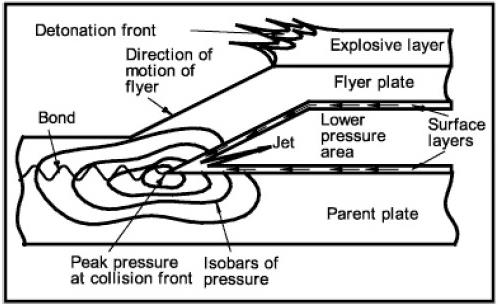
Figure 1: Dynamic situation at the collision front showing the jetting mechanism
To analyze the process, the hydrodynamic analogy were used by various authors due to the creation of the high localized pressure and the material fluid like behavior at the collision zone. The process parameters are the impact velocity, the collision point velocity, the dynamic angle, the stand-off distance, the type of the explosive used and the detonation velocity, density and size and distributions of the explosive mix. Welding windows were proponed to show the weldability ranges of process parameters i.e. impact velocity (or collision point velocity) versus the dynamic angle for various materials.
The process could be simulated using the finite element method and most aspects of the welding process could be obtained. Few attempts have been reported in the literature to simulate the process. Al-Hassani treated the problem as a normal transient loading of plane stress elements of rectangular shape. In this analysis, kinematically equivalent concentrated loads at the nodes represented the uniformly distributed explosive load.
Explosive welding process was simulated by Oberg by means of Lagrangian finite difference computer code, but only produced jetting. The explosive welding process was also modeled by Akihisa. He only produced waves but no jetting. In addition, the author assumed that symmetric or asymmetric shear flow distribution was generated in the flyer and parent plates and the modeling was performed based on this supposition. Akbari Mousavi modeled the explosive welding of the plates and produced waves and jetting.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.