Magneto-Inductive Verification of Material Characteristics
Abstract
The magneto-inductive method is ideally suitable for automatic 100% testing. Such characteristics as the surface hardness and case hardening depth can be verified without destruction using this method. This not only ensures greater reliability with regard to the quality of the individual products, but also guarantees that defects can be identified and remedied during the production process since the test is integrated into the production line. When testing hardened components, the test unit can be linked to a control computer performing SPC analyses and thus permitting automatic control of the hardening furnace.
Compliance with specified material characteristics is an important part of quality control when manufacturing high-quality industrial products. Even today, however, quality control is still only based on random samples in a large number of cases. The relatively large test effort required and the sometimes inevitable destruction of the test specimen frequently makes it impossible to carry out 100% tests using classical methods, such as determining the case hardening depth of surface-hardened components and the mechanical strength of sheet steel.
The magneto-inductive method, on the other hand, is ideally suitable for automatic 100% testing. Such characteristics as the surface hardness and case hardening depth can be verified without destruction using this method. This not only ensures greater reliability with regard to the quality of the individual products, but also guarantees that defects can be identified and remedied during the production process since the test is integrated into the production line. When testing hardened components, the test unit can be linked to a control computer performing SPC analyses and thus permitting automatic control of the hardening furnace.
Compared with classical materials testing, however, a new approach will be necessary when using the magneto-inductive method, for it is not an absolute-value method and must be calibrated with the aid of parameters which may have to be ascertained destructively.
Physical principles of magneto-inductive testing. The magneto-inductive test method is based on an electromagnetic field built up by a field coil and modified by the presence of a test piece with conductivity and permeability μ. This makes the method suitable for all technological variables correlating with μ. The instrumentation comprises either a field coil and a sensor coil embracing the test specimen or several such coils of smaller diameter which, together with a highly permeable core, form what is known as a probe (Fig. 1).
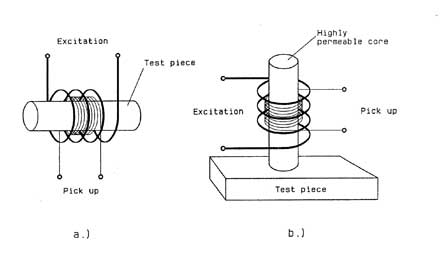
In the first case, the specimen forms the core of this transformer-type arrangement; the interaction between field and specimen is most effective when the inner volume of the field coil has been filled completely. In the second case, the probe is placed on the surface of the specimen in order to carry out the test. The field strengths produced in the material in this way are smaller than those produced by the embracing coils. However, the test area is pinpointed more precisely with this method and these probes can also be used to test large parts, as well as parts with complex geometry.
Permeability characteristics are extremely informative parameters for a variety of material states due, for instance, to hardening processes, particularly for materials with a relative permeability of well over 1. The properties of a hysteresis loop create additional effects in the sensor coil signal, its amplitude depending on the maximum magnetization while the existence of coercive field strength alters the signal phase relative to the exciting phase and the non-linearity of the hysteresis generates harmonics 3f, 5f, 7f, etc.
The maximum information available can only be derived from the sensor signal if all these effects are included in the analysis. In addition, however, the form of the hysteresis depends on the test frequency f and on the field amplitude in a manner characteristic of the material state. This makes it clear that considerably more information about the material properties can be obtained by testing with several frequencies and amplitudes. The result is a multi-parameter test. Since different test frequencies also penetrate into the material to different depths, the test frequency can be used to achieve a certain degree of depth selection. Integral and superficial properties can be identified simultaneously by appropriately analyzing the results obtained with several test frequencies.
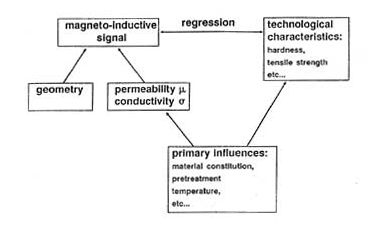
Calibration based on representative parts with known properties is an essential prerequisite for magneto-inductive testing, since the precise shape and unambiguous relationship between the measuring signals and the required technological characteristic are dependent on the momentary test task and therefore not immediately known. The relationships are determined empirically using statistical methods (Fig. 2). Only the relationships between the physical variables μ,... (and the geometry within limits) and the magneto-inductive signal are predicted theoretically. The effect of primary influencing variables on μ and ... on the one hand and on technlogical characteristics on the other, however, cannot be predicted quantitatively. For this reason, the relationship between technological characteristics and the measuring signal can only be determined empirically in the test task concerned. The sequence of work for every test task is therefore as follows: setting the test parameters - calibration - testing.
Properties of a computer-controlled test system. The Magnatest is a computer-controlled modular test unit with one or more test channels containing the actual test electronics and a computer unit as controller.
The capabilities offered by this system include the following:
- 100% on-line testing of material identity and hardness
- Case-hardening depth, strength and many other material properties
- Integration into CAQ systems
- Quantitative determination of test values for statistical process control
- Storage of test settings and results.
The second evaluation method is based on a regression algorithm and is particularly suitable for test tasks involving quantifiable properties, i.e. properties which can be described numerically. The fact that regression analysis permits greater differentiation of the test results can be used to great advantage to control the production parameters. Such a control loop, in which SPC methods may be applied, can only fulfill its intended purpose - preventing production of reject parts - if it can also identify minute deviations from the product quality.
This system can also be used for multi-parameter testing, i.e. combined testing with several test settings. The system helps the user to find the optimum test parameters. For single-parameter tests, up to 24 settings can initially be specified and the system then calculates the reliability, the selectivity of group analysis and regression correlation for each setting. The user can then select the required test setting. Up to 24 (individual) settings are also specified for multi-parameter tests. The combination of test parameters yielding the greatest reliability for the test task is then calculated from the 24 specified settings by a program running on a separate PC linked to the test system.
Applications. The magneto-inductive method can basically be used to test all material properties associated with changes in conductivity or permeability, such as alloy fluctuations, strength, core hardness, surface hardness, case-hardening depth, heat treatment, residual austenite content, soft-spottiness, cementite accumulation and surface decarburization.
However, each specific test task must be preceded by a test phase in which setting and optimization aids are used to determine whether the test property is reflected clearly enough in the magneto-inductive signal. Only a small number of parameters may vary in addition to the property under investigation if the test is to prove successful.
Testing of the case-hardening depth is a typical application in which electromagnetic methods are effectively the only non-destructive methods available. The mean deviation for both methods equals 0.08 mm. Three sets of parameters were combined without optimizing the selection. The deviation was reduced to 0.054 mm, by using an optimized test setting. This shows that the reliability of this method can be improved "economically", i.e. without increasing the number of measured quantities and the associated disadvantages, such as longer test times.
On-line testing of sheet steel is a promising application that is currently still in the trial stage. Four sensors are installed side by side so that the tensile strength of the sheet can be tested over the full width as it is transported. Maintaining a constant (small) distance between sheet and sensor is a factor of critical importance for tests on moving sheets. The mechanically ascertained strength values have been plotted against the results of magneto-inductive tests for a sample series. Two values were obtained for each specimen in the magneto-inductive tests, for they permit testing of both the upper and the lower sides. Any differences between the two sides of the sheet due to the rolling process can be identified in this way.
Modern magneto-inductive test units can be used to determine technological material characteristics thanks to the implementation of complex algorithms for evaluation. The magneto-inductive method is predestined for use in automatic non-destructive 100% tests integrated into the production line.
When using this method, it is important not to forget that it is not an absolute-value method and that a great deal depends on the care taken during calibration. If this point is noted, the accuracy and variability achieved with the new evaluation capabilities make magneto-inductive testing an ideal complement or, substitute for the random tests based on classical destructive or semi-destructive methods.
Find Instantly Precise Material Properties!
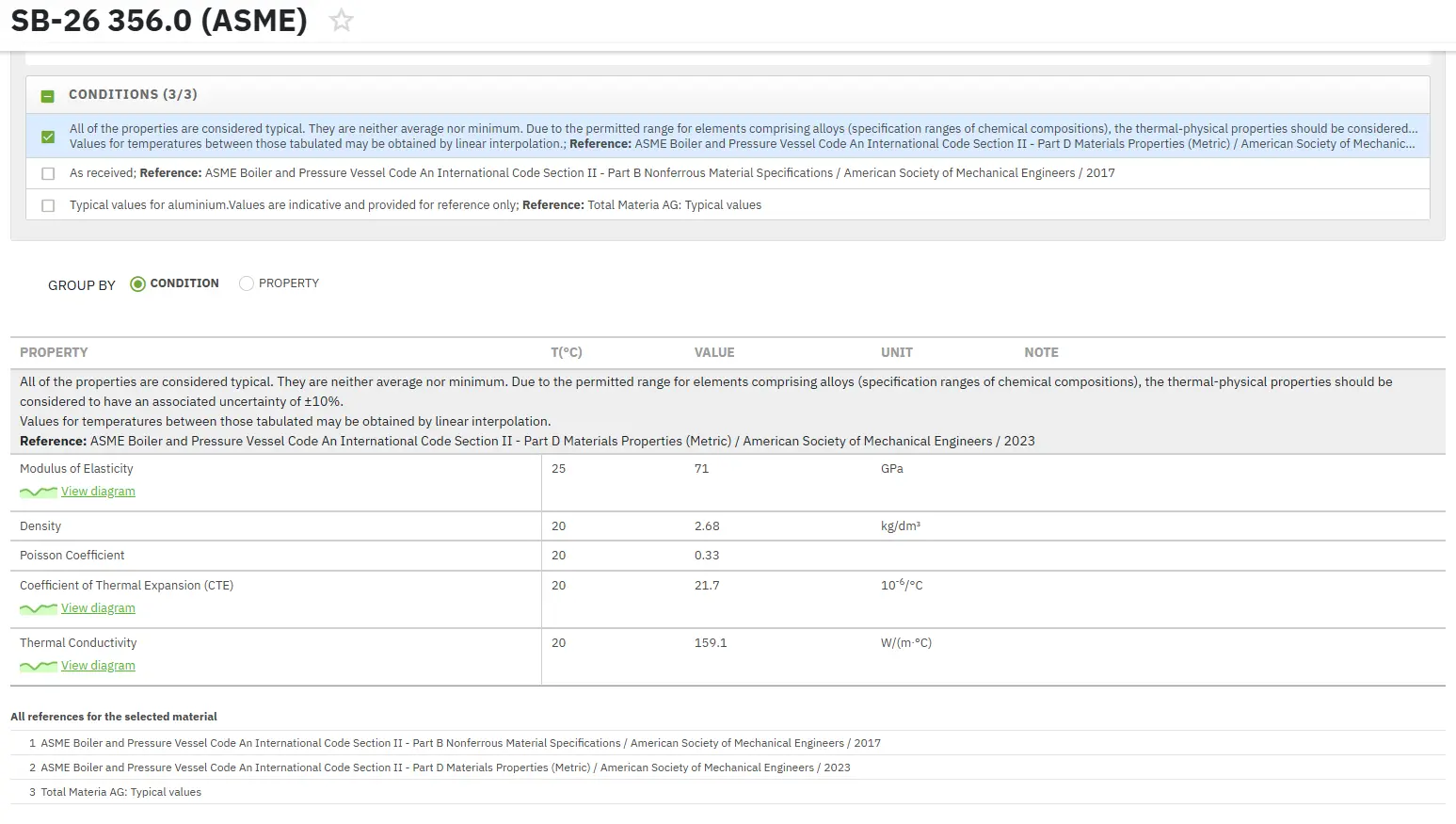
Total Materia Horizon contains physical, thermal and electrical properties for hundreds of thousands of materials, for different temperatures, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.