Advanced Structural Steels: Part Two
Abstract
During the hot deformation, two opposite processes occurs simultaneously: the increase of dislocation density due to plastic deformation and the decrease of dislocation density due to recrystallization. The mechanism of recrystallization is nucleation of nondeformed microstructure and growth. Main mechanism of suppression of recrystallization is decreasing of the rate or even full blockade of the nucleation and/or grain and subgrain boundary mobility.
Thermomechanically Control Processed Steels
First on the laboratory scale, and later on the full industrial scale, a group completely new steels has been introduced, alloyed with Nb, Ti, V, Zr, B etc. In these steels, a large increase in strength has been accomplished by adding very small amounts of the alloying elements.
Since the addition of alloying elements is on the extremely low level, these steels are commonly called microalloyed steels. This name has been traditionally related to high strength low carbon steels alloyed with Nb and/or V. Therefore, it seems that the proper definition is that microalloyed steels are steels in which small addition of alloying elements lead to intensive grain refinement and/or precipitation hardening due to precipitation of stable carbides, nitrides or carbonitrides.
Nowadays, those steels are alloyed with Nb and/or V and/or Ti, in the total amount of 0.15%. The Ti content is usually limited to 0.015% in order to control the grain size in HAZ (Heat Affecting Zone), i.e. to prevent the grain growth and loss of strength and toughness. TiN particles are formed during solidification, and they cover the austenitic grain boundaries. Their dissolution occurs only at temperatures close to the melting point.
Massive use and development of microalloyed steels are associated especially with the commercial production of ferrous alloys like FeNb. The main motives for developing microalloyed steels have been:
- Significant increase in strength, leading to either lowering the construction weight or increase in carrying capacity
- Thermomechanical treatment
- A demand on world market for steels with good weldability for pipelines, in which was not possible to use "traditional" way to increase strength by heavier alloying and carbon content.
Microstructure of microalloyed steels after hot working is typically fine-grained and consists of small and homogenous ferrite (α) grains. Small amount of cementite is also present (low pearlite steels are also used), together with fine dispersed carbonitride particles which can be observed only on electron microscope.
During the finishing hot rolling, a high number of preferable places for nucleation of α grains during cooling below Ar3 temperature are provided. Preferable places are dislocations, grain and subgrain boundaries, deformation twins, and deformation bands; they decrease energetic barrier for nucleation and their number directly depends on applied thermomechanical regime and overall strain.
During the hot deformation, two opposite processes occurs simultaneously: the increase of dislocation density due to plastic deformation and the decrease of dislocation density due to recrystallization. The mechanism of recrystallization is nucleation of nondeformed microstructure and growth. Main mechanism of suppression of recrystallization is decreasing of the rate or even full blockade of the nucleation and/or grain and subgrain boundary mobility, due to the presence of alloying elements in solid solution (continuous finish rolling - short interpass times, absence of precipitation) or precipitates (reverse rolling - long interpass times, copious precipitation).
This technology is called Thermo-Mechanical Control Processing (TMCP). Schematic illustration of the TMCP of microalloyed steels is given in Figure 1 and it comprises several technologies:
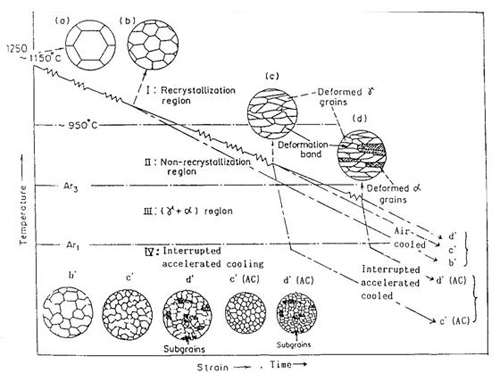
Figure 1: Schematic illustration of thermomechanical rolling of microalloyed steels.
Recrystallization Control Rolling (RCR)
Both roughing and finish rolling are performed on high temperatures (above Tnr - temperature below which recrystallization is partial), in the temperature range in which full static recrystallization between passes takes place. Since complete deformation is in the full recrystallization temperature range, initially relatively coarse grains (Figure 1, sketch a), after deformation (Figure 1, sketch b) transform into a microstructure consisting of small a grains (Figure 1, sketch b’);
Conventional Control Rolling (CCR)
Roughing rolling is performed on high temperatures, in the temperature range in which full static recrystallization between passes takes place (above Tnr); finish rolling takes place on lower temperatures, i.e. in the temperature range in which recrystallization is suppressed (between Tnr and Ar3).
Mechanisms of suppression of recrystallization are precipitation (reverse rolling - long interpass times) or blocking of the grain and subgrain boundary mobility, due to the presence of alloying elements in solid solution (continuous finish rolling - short interpass times, absence of precipitation).
After the deformation is finished, the microstructure consists of elongated g grains with deformation bands within (Figure 1, sketch c). After cooling, α grains nucleate at grain boundaries as well as on deformation bands, producing very fine grains (Figure 1, sketch c').
This technology is the most frequently used in industry, particularly for hot strips for pipelines with width up to 15mm, depending on the coiler.
Two Phase Rolling
This technology is a modification of the CCR technology. The main difference is that finish rolling is performed partially in the two-phase region. Consequently, after the rolling the microstructure consists of both deformed and grains (Figure 1, sketch d). After cooling, austenite grains will transform into small ferrite grains, while deformed ferrite grains will recrystallize and become finer (Figure 1, sketch d'). This technology is usually used for the rolling of thin strips, due to the high resistance to deformation.
Dynamic Recrystallization Control Rolling (DRCR)
DRCR is another modification of the CCR technology. Overall strain in finish rolling is higher than in CCR and the accumulation of deformation from pass to pass should lead to exceeding the critical strain for dynamic recrystallization.
The effect of grain refinement is the strongest in this case. This technology is not yet commercialized, due to lack of reliable data.
Conventional Control Rolling + Accelerated Cooling (CCR+AC)
Accelerated cooling after the CCR or two-phase region rolling up to Ar1 temperature provides that a certain amount of ferrite transforms, enriching the rest of matrix with carbon, and stabilizing austenite to lower temperatures. With further cooling, this austenite transforms to bainite and/or martensite.
This technology provides a two phase microstructure consisting of very fine ferrite grains and bainite and/or martensite, (Figure 1, sketches c’(AC) and/or d’(AC)).
Access Precise Properties of Structural Steels Now!
Total Materia Horizon contains property information for 150,000+ structural steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.