Electroslag Remelting Process: Part Two
Abstract
The ESR process can include a computerized melt control system that fully automates the melting process. The resulting precise control gives a consistently high quality of final metal product that is used in the most demanding aerospace as well as a vast array of other applications.
Three ESR process variations have been developed:
• Remelting under increased pressure (PESR);
• Remelting under inert gas atmosphere (IESR);
• Remelting under reduced pressure (VAC-ESR).
Electroslag remelting (ESR) is a consumable electode remelting process in which liquid metal droplets are refined with contact of a molten slag providing a cleaner, more uniform alloy with minimum segregation. The ESR process can include a computerized melt control system that fully automates the melting process. The resulting precise control gives a consistently high quality of final metal product that is used in the most demanding aerospace as well as a vast array of other applications.

Figure 1: Electroslag Furnace
Three ESR process variations have been developed by German’s ALD:
- Remelting under increased pressure (PESR);
- Remelting under inert gas atmosphere (IESR);
- Remelting under reduced pressure (VAC-ESR).
Pressure Electroslag Remelting (PESR)
Over the past 30 years, nitrogen has become increasingly attractive as an inexpensive alloying element for enhancing the properties of steel. In austenitic steel, nitrogen, particularly in dissolved form, increases yield strength by forming a super-saturated solid solution. With ferritic steel grades, the aim is to achieve a fine dispersion of nitrides comparable to the microstructure obtained by quenching and tempering iron-carbon alloys.
For the production of these new materials, it is essential that a sufficiently high amount of nitrogen above the solubility limit under normal pressure is introduced into the molten steel and that nitrogen loss is prevented during the solidification. As the solubility of nitrogen is proportional to the square root of its partial pressure, it is possible to introduce large amounts of nitrogen into the melt and allow it to solidify under higher pressure. This has been verified by the electroslag remelting process at an operating pressure of 42 bar.
Due to the extremely short dwell time of the metal droplets in the liquid phase during remelting, the nitrogen pick-up via the gas phase is insufficient. The nitrogen therefore needs to be supplied continuously during the remelting in the form of solid nitrogen bearing additives. The high pressure in the system serves exclusively to retain the nitrogen introduced into the molten steel. The pressure level depends on the composition of the alloy and on the desired nitrogen content of the remelted ingot.
Remelting under Inert Gas Atmosphere (IESR)
As a consequence of ALD’s development work in PESR processing, ALD nowadays recommends to conduct the ESR process under a fully enclosed inert gas atmosphere at atmospheric pressure. This is a great step forward in freeing the ESR process from hydrogen pick-up problems and from the influence of seasonal atmospheric changes. In addition, it allows remelting under oxygen-free inert gas.
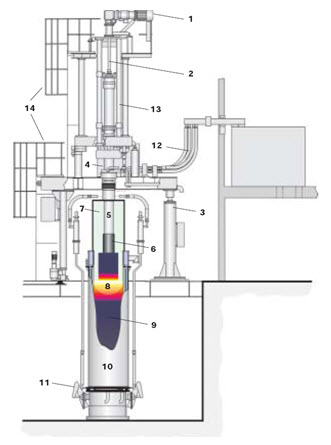
Figure 2: Schematic of IESR furnace
The following results have been obtained:
- Oxidation of electrode and slag is completely avoided;
- Oxidizing loss of elements such as Ti, Zr, Al, Si, etc. is almost completely avoided. This is especially important when remelting high Al and Ti-containing alloys, like superalloys with very narrow analytical ranges;
- Better cleanliness in the ingot is achieved;
- When using argon as the inert gas, pick-up of nitrogen and hydrogen is avoided; (when using nitrogen as the inert gas, some pick-up of nitrogen is possible).
Due to the absence of oxygen in the furnace atmosphere, desulfurization via the gas phase is no longer optimal. However, sulfur is today taken care of by ladle metallurgy in the making of steel electrodes.
Two furnace concepts are available, one with a protective hood system of relative tightness, the other with a fully vacuum-tight protective hood system that allows the complete exchange of air against an inert gas atmosphere prior to starting the remelting process.
Electroslag Remelting under Vacuum (VAC-ESR)
Electroslag remelting under vacuum is another newly developed process. Remelting is carried out under vacuum as in VAR, however, using slag. The problems of oxidation of the melt do not arise. In addition, dissolved gases such as hydrogen and nitrogen, can be removed and the danger of white spots, as encountered during VAR, is reduced to a minimum. Thus, the advantages of both ESR and VAR are combined in one process. That is of interest for superalloys or titanium remelting.
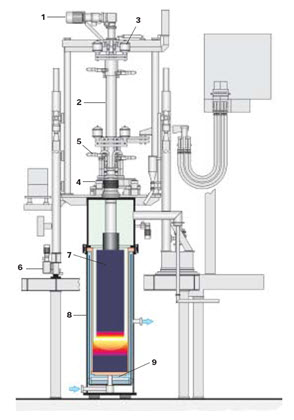
Figure 3: Schematic of VAC-ESR furnace
Furnace Types
ALD has developed five basic ESR furnace concepts.
Pilot Systems, for stationary and moving mold applications. These are particularly well-suited for experimental and pilot production, and for the performance of high-versatility ESR operation at low investment cost.
Stationary Mold Systems, with two fixed remelting stations and one pivoting furnace head. They are particularly suited for efficient production at high production rates.
Ingot Withdrawal Systems, with central ingot withdrawal station and electrode exchange capability, and two outer stations for remelting in stationary molds. The central station is particularly suited for remelting of large diameter ingots. Smaller diameter ingots may be remelted simultaneously in the outer stations.
Atmospheric Protection Systems for stationary mold application with closed furnace hood system to remelt under inert gas atmosphere. These systems are particularly recommended when remelting Ti, Al and rare-earth containing alloys or alloys with low Al content (< 0.005%).
Pressurized / Vacuum Systems
Completely sealed systems for ESR operations under vacuum, inert gas, or increased pressure. These systems are particularly suited for producing ESR ingots with high contents of nitrogen or reactive elements.
The most important ESR features are the following:
- Ingot weights from 100 kg to 165 metric tons;
- Alternating current as remelting energy with melting currents from 3 kA to 92 kA;
- Ingot diameters from 170 mm to 2,300 mm, depending on material being remelted;
- Circular, square and rectangular ingot shapes are possible;
- Systems for special processes such as remelting under pressure, protective gas or vacuum are being offered. A growing market share is anticipated for these processes, especially the IESR process under inert gas atmosphere.
Main ESR applications are:
- Tool steels for milling cutters, mining, etc.;
- Die steels for the glass, plastics and automotive industries;
- Ball-bearing steels;
- Steels for turbine and generator shafts;
- Superalloys for aerospace and power turbines;
- Nickel-base alloys for the chemical industry;
- Cold rolls.
Find Instantly Precise Compositions of Materials!
Total Materia Horizon contains chemical compositions of hundreds of thousands materials and substances, as well as their mechanical and physical properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.