The Embrittlement and Fracture of Steels: Part Three
Abstract
Significant variables, which determine ductility of steels, are to be found in the steel-making process, where the nature and distribution of inclusions is partly determined, and in subsequent solidification and working processes. Likewise, the carbide distribution will depend on composition and on steel-making practice, and particularly on the final heat treatment involving the transformation from austenite, which largely determines the carbide size, shape and distribution.
Ductile or fibrous fracture
The higher temperature side of the ductile/brittle transition is associated with a much tougher mode of failure, which absorbs much more energy in the impact test. While the failure mode is often referred to as ductile fracture, it could be described as rupture, a slow separation process which, although transgranular, is not markedly crystallographic in nature.
Scanning electron micrographs of the ductile fracture surface, in striking contrast to those from the smooth faceted cleavage surface, reveal a heavily dimpled surface, each depression being associated with a hard particle, either a carbide or non-metallic inclusion.
It is now well established that ductile failure is initiated by the nucleation of voids at second phase particles. In steels these particles are either carbides, sulphide or silicate inclusions. The voids form either by cracking of the particles, or by decohesion at the particle/matrix interfaces, so it is clear that the volume fractions, distribution and morphology of both carbides and of inclusions are important in determining the ductile behavior, not only in the simple tensile test, but in complex working operations.
Therefore, significant variables, which determine ductility of steels, are to be found in the steel-making process, where the nature and distribution of inclusions is partly determined, and in subsequent solidification and working processes. Likewise, the carbide distribution will depend on composition and on steel-making practice, and particularly on the final heat treatment involving the transformation from austenite, which largely determines the carbide size, shape and distribution.
The formation of voids begins very early in a tensile test, as a result of high stresses imposed by dislocation arrays on individual hard particles. Depending on the strength of the particle/matrix bond, the voids occur at varying strains, but for inclusions in steels the bonding is usually weak so voids are observed at low plastic strains.
Many higher strength steels exhibit lower work hardening capacity as shown by relatively flat stress-strain curves in tension. As a result, at high strains the flow localizes in shear bands, where intense deformation leads to decohesion, a type of shear fracture. While the detailed mechanism of this process is not yet clear, it involves the localized interaction of high dislocation densities with carbide particles.
Role of inclusions in ductility
It is now generally recognized that the deformability of inclusions is a crucial factor which plays a major role, not only in service where risk of fracture exists, but also during hot and cold working operations such as rolling, forging, and machining.
Kiessling has divided the inclusions found in steels into five categories relating to their deformation behavior.
- Al2O3 and calcium aluminates. These arise during deoxidation of molten steels. They are brittle solids, which are in practical terms undependable at all temperatures.
- Spinel type oxides are undeformable up to 1200°C, but may be deformed above this temperature.
- Silicates of calcium, manganese, iron and aluminum in various proportions. These inclusions are brittle at room temperature, but increasingly deformable at higher temperatures. The formability increases with decreasing melting point of the silicate, e.g. from aluminum silicate to iron and manganese silicates.
- FeO and (FeMn)O. These are plastic at room temperature, but appear gradually to become less plastic above 400°C.
- Manganese sulphide MnS. This common inclusion type is deformable, becoming increasingly so as the temperature falls. There are three main types of MnS inclusion dependent on their mode of formation, which markedly influences their morphology.
It is now known that ductile failure can be associated with any of the types of inclusion listed above, from the brittle alumina type to the much more ductile sulphide inclusions. However, the inclusions are more effective in initiating ductile cracks above a critical size range. The coarser particles lead to higher local stress concentrations, which cause localized rupture and micro crack formation. Some quantitative work has now been done on model systems, e.g. iron-alumina where the progressive effect on ductility of increasing volume fraction of alumina is readily shown. The reduction in yield stress, also observed, arises from stress concentrations around the inclusions and is already evident at relatively low volume fractions.
The presence of particles in the size range 1-35 μm broadens substantially the temperature range of the ductile/brittle transition in impact tests and also lowers the energy absorbed during ductile failure, the shelf energy. A fine dispersion of non-brittle type inclusions can delay cleavage fracture by localized relaxation of stresses with a concomitant increase in yield stress.
Regarding cyclic stressing, it appears that inclusions must reach a critical size before they can nucleate a fatigue crack but the size effect depends also very much on the particle shape, e.g. whether spherical or angular. It has been found in some steels, e.g. ball bearing steels, that fatigue cracks originate only at brittle oxide inclusions, and not at manganese sulphide particles or oxides coated with manganese sulphide. In such circumstances the stresses, which develop at particle interfaces with the steel matrix, as a result of differences in thermal expansion, appear to play an important part. It has been found that the highest stresses arise in calcium aluminates, alumina and spinel inclusions, which have substantially smaller thermal expansion coefficients than steel. These inclusions have the most deleterious effects on fatigue life.
The behavior of ductile inclusions such as MnS during fabrication processes involving deformation has a marked effect on the ductility of the final product. Types I and III manganese sulphide will be deformed to ellipsoidal shapes, while Type II colonies will rotate during rolling into the rolling plane, giving rise to very much reduced toughness and ductility in the transverse direction. This type of sulphide precipitate is the most harmful so efforts are now made to eliminate it by addition of strong sulphide forming elements such as Ti, Zr and Ca.
The lack of ductility is undoubtedly encouraged by the formation at the inclusion interfaces of voids because the MnS contracts more than the iron matrix on cooling, and the interfacial bond is probably insufficiently strong to suppress void formation. The variation in ductility with direction in rolled steels can be extreme because of the directionality of the strings of sulphide inclusions, and this in turn can adversely affect ductility during many working operations.
Cracking can also occur during welding of steel sheet with low transverse ductility. This takes place particularly in the parent plate under butt welds, the cracks following the line of the sulphide inclusion stringers. The phenomenon is referred to as lamellar tearing.
Role of carbides in ductility
The ductility of steel is also influenced by the carbide distribution, which can vary from spheroidal particles to lamellar pearlitic cementite. Comparing spheroidal cementite with sulphides of similar morphology, the carbide particles are stronger and do not crack or exhibit decohesion at small strains, with the result that a spheroidized steel can withstand substantial deformation before voids are nucleated and so exhibits good ductility. The strain needed for void nucleation decreases with increasing volume fraction of carbide and so can be linked to the carbon content of the steel.
Pearlitic cementite also does not crack at small strains, but the critical strain for void nucleation is lower than for spheroidized carbides. Another factor, which reduces the overall ductility of pearlitic steels, is the fact that once a single lamella cracks, the crack is transmitted over much of a pearlite colony leading to well-defined cracks in the pearlite regions. The result is that the normal ductile dimpled fractures are obtained with fractured pearlite at the base of the dimples.
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
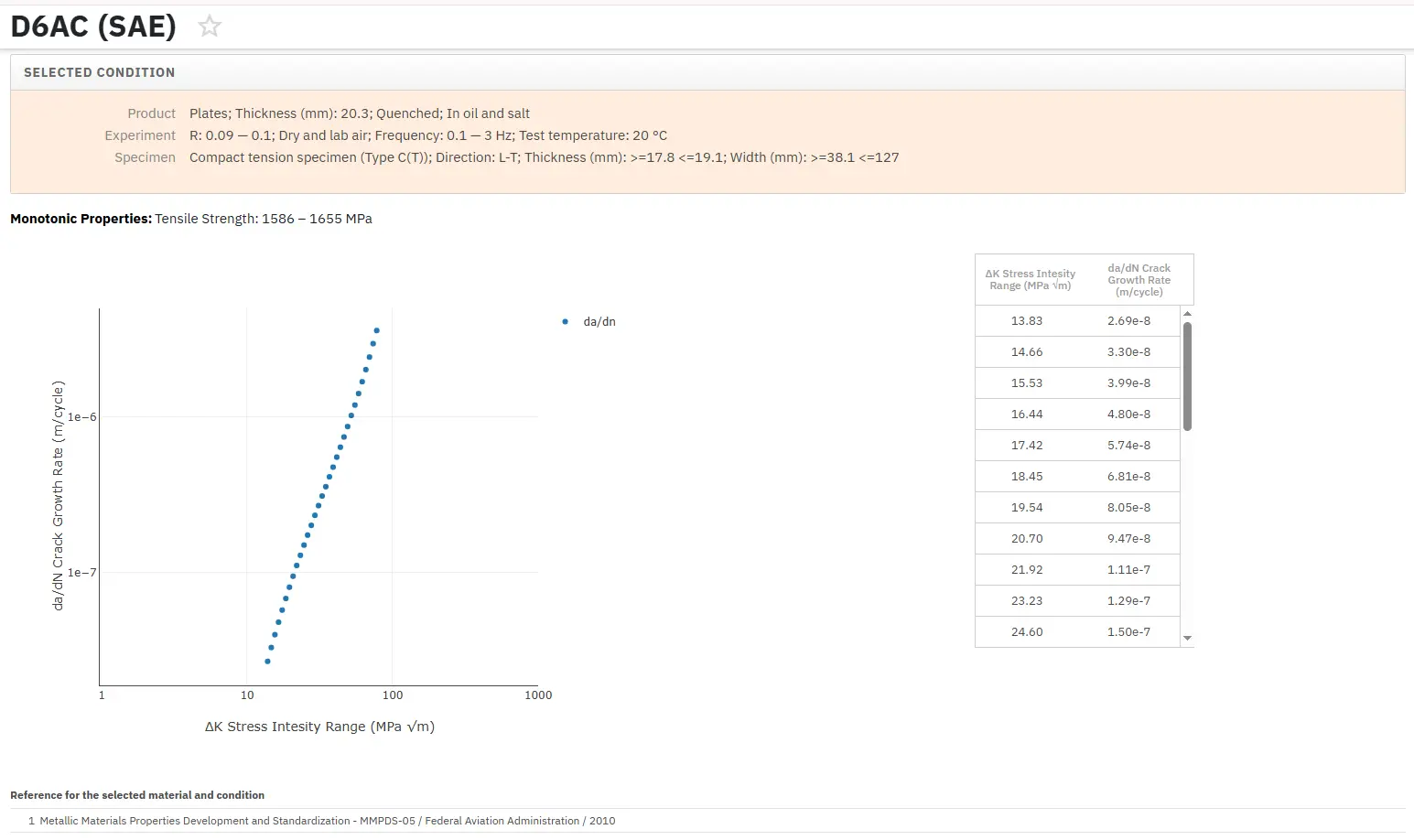
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.