Iron Inoculation Methods: Part Three
Abstract
Controlling free or uncombined carbon and therefore graphite is a key factor in influencing the end qualities of gray iron castings and along with solidification, time and temperature, the inoculation chemistry is the primary control of graphite shape and distribution in ductile iron castings.
In ductile iron inoculation, extensive chill (carbides) in an un-inoculated condition will lead to a massive degradation of mechanical properties and so inoculation is therefore key in most ductile iron process to produce good quality, machinable castings.
Alloying elements are often added to pure metals to improve the metal's foundry characteristics, i.e., to lower the melting point or alter its solidification mode. Inoculation is a method of controlling the chemical characteristics of cast iron alloys.
Gray iron is composed primarily of iron, carbon and silicon. Free or uncombined carbon in cast iron is called graphite. The degree to which graphite growth is controlled during cast iron solidification determines the predictable end qualities of the castings. Solidification, time, temperature and inoculation chemistry determine the graphite shape and distribution in the gray and ductile iron castings.
There are two types of inoculants for cast iron: one for graphitizing and the other for stabilizing. Both are used in gray iron metallurgy, but only the graphitizers are used in ductile cast irons to achieve a desired nodule count and shape. Below is a short description of each inoculant:
Graphitizing inoculants promote the precipitation of dissolved carbon as graphite during solidification. They also minimize the formation of iron carbides (by preventing undercooling) and limit edge chill in castings.
Stabilizing inoculants promote the formation of graphites during solidification, too, but they also promote the formation of fine pearlite during solid-state cooling to produce high strength castings with a minimum amount of chill. The lower the carbon equivalent of the iron, the less the amount of inoculant necessary. Fading is not so critical as with graphitizing inoculants. So long as the metal is hot enough to dissolve the inoculant and able to prevent misruns when poured, the inoculation should be effective.
There is no precise answer as to why nucleation and subsequent graphite formation occurs as a result of inoculation, but it is sufficient to know that adding the right materials, properly sized and at the right time and temperature causes graphite to crystallize at established nucleation sites. The more sites, the finer the graphite structure and, in the case of ductile iron, the higher the nodule count.
How the metal reacts to the inoculation additives determines the graphite forms in the solidified iron matrix. The types of graphite formed enable the control of physical properties of gray and ductile irons that make these irons so important to industry.
It is important that the inoculant is dry prior to use and that the correct amount by weight or volume be used. Too much inoculant addition could cause casting porosity. It is equally important to thoroughly mix inoculant into the metal and to avoid inoculating metal at too low a temperature. Regular chill testing should be used to check the efficiency of the inoculant.
Gray iron inoculation
The gray iron microstructure is normally determined by the base iron composition, the solidification cooling rate and the inoculation process. Controlled undercooling promotes the normally desired type A, flake graphite, characterised by randomly distributed graphite flakes in a fully pearlitic matrix. The role of inoculation is to provide sufficient nucleation sites for graphite that is activated at low undercooling, thus promoting the formation of the desired graphite structures. Hence, inoculation is a means to change the otherwise undesired type A graphite forms into a more desired form.
It has been found that balancing manganese and sulphur is important for the machinability of gray iron. Experiences have also resulted in a recommended ratio between manganese and sulphur in gray iron. Manganese should be adjusted to balance the residual sulphur level according to the following relationship:
This relationship suggests that MnS inclusions could act as nucleation sites for graphite flakes. The crystal lattice match between cubic MnS and hexagonal graphite is actually quite good. It is also known that if the sulphur content is less than about 0.03%, although balanced properly by Mn, the number of MnS inclusions will be insufficient to produce effective nucleation of good type A graphite structures.
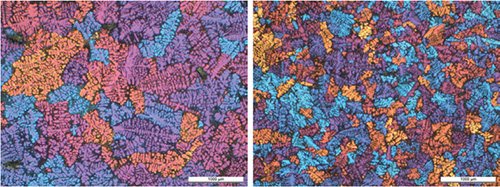
Further, scanning electron microscope (SEM) investigations have shown that in un-inoculated and inoculated irons the number of MnS inclusions are about the same, but the distribution tends to be somewhat different. In un-inoculated iron, MnS inclusions are predominantly found between the primary austenite dendrites while in inoculated iron these inclusions are found to be more randomly distributed throughout the iron matrix.
This suggests that inoculation is affecting the formation sequence of MnS particles during cooling and solidification. On the other hand, it is clear that a Mn(X)S compound with a core of Al/Ca oxides is present at graphite nucleation sites. Further studies show that Ba and Sr can act the same way as Ca and Al. This means that the active elements in the inoculant, Ca-Ba-Sr-Al, will primarily form stable oxides that can act as nuclei for the Mn(X)S phase to precipitate on. The sulphide particle will again be the preferred nuclei for graphite flakes to grow from upon solidification. For the foundry it is therefore very important that the Mn:S ratio is adjusted to the right level and that some oxygen is also available for the inoculating elements to combine with in the production of gray iron.
Ductile iron inoculation
The extensive chill (carbides) in un-inoculated condition will destroy the mechanical properties of the iron and make it very difficult to machine castings. Hence, inoculation is a crucial requirement for most ductile iron processes simply to make machinable castings.
In ductile iron the nodularising treatment will influence inoculation efficiency and therefore it is important to select the correct treatment process and magnesium bearing material. Formation of a high number of small micro-inclusions during magnesium treatment is an advantage. During nodularising, numerous inclusions are formed with a sulphide core and an outer shell containing complex magnesium silicates. Such micro-inclusions will however not provide effective nucleation of graphite because the crystal lattice structure of magnesium silicates does not match well with the lattice structure of graphite.
However, after inoculation with a ferrosilicon alloy containing Ca, Ba or Sr, the surface of the magnesium silicate micro-particles will be modified and other complex Ca, Sr, or Ba silicate layers will be produced. Such silicates have the same hexagonal crystal lattice structure as graphite, and due to very good lattice match will therefore act as effective nucleation sites for graphite nodules to grow from during solidification.
INOCULIN is a range of granular products for the inoculation of all cast irons and may be mixtures of inoculating materials or single ferrosilicon alloys containing one or more alloying elements.
Inoculant products are available in a variety of grain sizes for metal stream, ladle, in mould and spun pipe application.
INOCULIN 10 is a mix of inoculating materials including graphite suitable for gray irons.
INOCULIN 25 / 250 is the standard ferroalloy inoculant for ladle treatment of all iron melts.
INOCULIN 90 / 900 are the standard products for late metal stream inoculation and best results are obtained when used in conjunction with the MSI SYSTEM 90 900 TYPE 68E.
Foseco's specialty inoculants use carefully controlled combinations of elements including aluminium, barium, bismuth, calcium, lanthanum, strontium, zirconium and rare earths. A range of specialty products is available to suit the needs of the individual foundries process and the physical and mechanical requirements of the end-user.
INOPAK inoculation sachets are a very simple and efficient method of overcoming ladle inoculation fade. The inoculants contained in INOPAK are in a very fine powdered form for rapid clean dissolution. They can be placed in the downsprue or pouring bush and are suitable for all types of cast iron.
Access Precise Properties of Cast Irons Now!
Total Materia Horizon contains property information for 11,000+ cast irons: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.