Production of Creep-Resistant Steels for Turbines: Part One
Abstract
Due to its specific applications (elevated temperatures, lasting constant loads), steel for turbine blades is very complex as to its technology and quality, requiring a higher level of purity and continuous production process management.
In order to reduce the residual elements as low as possible to make high purity steels, the double slag process was improved by using electric arc furnaces and subsequently ladle refining furnaces.
There are many types of creep resistant steels that are used in manufacturing of different components of power plants given in table 1. Nowadays the most used one out of these types is the Martensitic creep resistant steel due to its higher strength at higher service temperature (up to 650°C).
Production of high purity steels with minimized residual elements and freedom from non-metallic inclusions is important in the steelmaking process. Homogeneous ingots with minimal segregation, delta ferrite, non-metallic inclusions and porosities should be made with a homogeneous distribution of chemistry throughout the casting process.
For each forging process, a sufficient forging effect at the centre of large diameter in the ingots and forging blocks needs to be attained to consolidate the porosities in the ingots and sufficient forging strain should be given to the ingots to eliminate the solidification structure (e.g. dendrite) and promote formation of equiaxed grain through dynamic recrystallization.
In the heat treatment process, heat treatment effects need to be exerted to develop the required properties at the centre of the forging. A fine grain microstructure needs to be obtained to assure sufficient detectability of defects.
Table 1: Classification of creep resistant steels
| Group of steels | Chemical composition, [wt%] | Service temperature, [°C] |
||||
| C | Mn | Cr | Mo | Ni | ||
| Ferrite-Perlitic | 0.12 | 0.40 | - | - | - | 480 |
| 0.25 | 1.20 | - | - | - | ||
| 0.12 | 0.40 | - | 0.20 | - | 500 | |
| 0.20 | 1.00 | - | 0.40 | - | ||
| Bainite-Martensitic | 0.10 | 0.40 | 0.30 | 0.40 | - | 560 |
| 0.20 | 0.70 | 0.60 | 0.70 | - | ||
| 0.10 | 0.40 | 0.70 | 0.40 | - | 570 | |
| 0.20 | 0.70 | 1.30 | 0.70 | - | ||
| 0.07 | 0.40 | 2.00 | 0.80 | - | 600 | |
| 0.18 | 0.70 | 2.50 | 1.20 | - | ||
| Martensitic | 0.08 | 0.30 | 4.50 | 0.45 | - | 650 |
| 0.14 | 0.60 | 6.50 | 0.65 | - | ||
| 0.17 | 0.40 | 10.0 | 0.80 | - | ||
| 0.25 | 0.70 | 12.5 | 1.20 | - | ||
| 0.07 | 0.40 | 7.50 | 0.80 | - | ||
| 0.14 | 0.70 | 9.50 | 1.10 | - | ||
| Austenitic | 0.04 | 0.80 | 15.0 | - | 12.0 | 750 |
| 0.10 | 1.50 | 17.0 | - | 13.5 | ||
| 0.04 | 0.80 | 15.0 | 1.50 | 15.0 | 750 | |
| 0.10 | 1.50 | 17.0 | 2.00 | 16.5 | ||
Overview of production technology
In earlier 50’s the turbine material was used to be refined by open hearth furnaces and was cast in air. At that time, the absorption of hydrogen in steel was one of the most serious problems of the process since hydrogen causes defects such as flaking. Installation of vacuum degassing equipment like the Bochumer–Verein type was a solution for the degassing of hydrogen during casting.
By use of vacuum degassing equipment, the basic open hearth furnace and the basic electric arc furnace (EAF), which tend to absorb hydrogen during refining but are superior in refining ability, were able to be used, leading to an improvement in the material properties. The efficiency of the vacuum degassing equipment has been improved to attain a higher vacuum. With the introduction of vacuum casting equipment, vacuum carbon deoxidization (VCD) technology has been successfully applied to steam turbine materials.
With the increase in capacity of power plants, larger turbine rotor forgings were needed and new production technologies were developed. A pouring method using multiple furnaces was developed as the casting technology for such large forging. Ladle refining furnaces (LRF) were installed to keep steel molten after refining in an electric furnace. After that, several ladle refining furnaces were additionally installed and these make the production of ingots up to 600 tons possible using a fully ladle refined melt.
On the other hand, an electroslag remelting (ESR) furnace was used for refining and casting of high quality steels. The capacity was enlarged to meet the demands of melting large high temperature turbines made from low alloy and high alloy steels. Vacuum induction melting (VIM) was also installed. The use of VIM for the production of rotor forging, however, is uncommon. Through the development of these facilities and production technologies, high performance and high reliability rotor forgings have been manufactured.
In order to reduce the residual elements as low as possible to make high purity steels, the double slag process was further improved by using EAF and subsequently LRF. Figure 1 shows an example of a typical current steelmaking process using EAF and LRF i.e. tapping from the EAF to the ladle, ladle refining and casting from ladle to ingot mould in the vacuum chamber, respectively. The use of multiple ladles it is possible to cast a large ingot.
The raw materials are melted in an EAF where oxidizing refining is performed. Then the molten steel is poured into a ladle and the oxidizing slag in the EAF is completely removed. After re-ladling, the reduction refining and degassing processes take place in a vacuum after agitation with Ar gas. Subsequently, the molten steel is cast in vacuum through mould stream degassing.
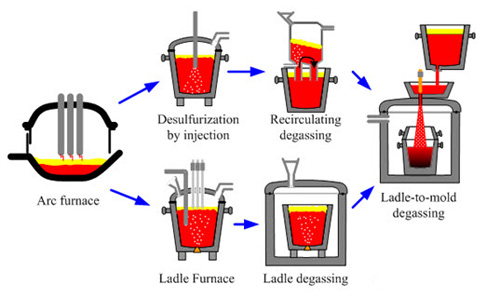
Figure 1: The steelmaking and casting process: a-tapping from an EAF; b-Ladle refining C-vacuum pouring
Access Creep Properties of Thousands of Materials Now!
Total Materia Horizon includes the largest database of creep data such as yield stress and creep rupture strength at different temperatures, for thousands of metallic alloys and polymers.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.