The Rotary Forge
Abstract
Needs for cost reduction in military and civil production of large tubes led to the development of the new manufacturing processes. Large losses in production of large-caliber cannons and other tubes forced factories to develop and apply manufacturing processes that permit fabrication of parts closer to required net shape.
The state-of-the-art improvement in technology is made possible through a major change in forging methods for large, hollow, high-strength steel alloys by use of a rotary forge machine developed by the Austrian firm GFM. The machine was capable of both hot and cold forging of hollow or solid cylinders having maximum starting diameters of 22 inches and a minimum hole size of 2.5 inches and will forge cannon tubes up to a maximum length of 33 feet.
Needs for cost reduction in military and civil production of large tubes led to the development of the new manufacturing processes. Large losses in production of large-caliber cannons and other tubes forced factories to develop and apply manufacturing processes that permit fabrication of parts closer to required net shape.
The state-of-the-art improvement in technology is made possible through a major change in forging methods for large, hollow, high-strength steel alloys by use of a rotary forge machine developed by the Austrian firm GFM (Geselschaft für Fertigungstechink und Maschinebau AG).
The machine was capable of both hot and cold forging of hollow or solid cylinders having maximum starting diameters of 22 inches and a minimum hole size of 2.5 inches and will forge cannon tubes up to a maximum length of 33 feet. It was the largest machine of its kind - 195 feet long and weighing 935 tons.
The machine was located in the USA. This machine has a self-contained forging box in which the work piece is formed by four forging hammers that are axially symmetric and synchronized in such a way that rotational motion of the work piece is interrupted to permit hammer-to-metal contact while the work piece is immobile in order to avoid shearing or surface tearing of the forging. The forging hammers are mechanically driven, generating a maximum force of 1100 tons per hammer. The reaction forces are absorbed in the forging box and are not transmitted to the foundation as with conventional open-die forge presses. This results in a significant reduction in noise level with the foundation remaining vibration-free.
The complete forging sequence, including loading and unloading, is accomplished through use of a numerical control system. This provides a greater dimensional precision than is possible with conventional forging presses, as the latter are completely operator-skill dependent. With the use of a mandrel device on the machine, the cannon tube is forged with the proper size hole for subsequent finishing operations. Cannon tubes cannot be hot formed as hollows with open-die press forging methods.
Machine has two large chuck-jaw heads on each side of the forging box. Initially, the work piece is held by only one chuck-jaw. As forging proceeds, the chuck-jaw on the opposite side of the forging box picks up the partially completed forging and finally supports it entirely as the forging is completed. This permits cannon tube forging to be worked its full length in a single pass with minimum material loss.
Practice showed that material losses in rotary forge are around 8 times less then in conventional practice. It should be noted that "loss" does not imply discarding all the material, as most of it is remelted and recast to produce additional cannon tubes or other items. Since that rotary forge process begins with a hollow work piece that will be obtained from an electroslag refined (ESR) cast ingot, the material loss is markedly less than that for the conventional process.
In order to obtain an evolution of how well the rotary forge operation is controlled, the tolerances achieved during hot forging were measured. Wall thickness variation ranged between 0.044 to 0.060 inch. The repeatability was excellent since that machine is numerically controlled. To place these values in proper perspective, it should be realized that tolerances maintained for the conventional forging practice are achieved as a consequence of subsequent machining operations which include finish turning the external surface and then trepanning the hole in the solid forging. Rotary-forged internal diameter variations are small and less than one-half of those resulting from conventional practice.
Since that these methods were used also for production of cannon weapons, where the principal concern are material characteristics of the high-strength steel alloys employed, the influence of the rotary forge process on the material properties was an important consideration. A comparison was made of the properties obtained after heat treatment from conventional and rotary forged tubes for cannons. The mechanical property variations from tube to tube and also within a tube along its length have been determined. It would appear that there is a tendency for the rotary-forged material to display somewhat more uniform mechanical properties. It is equally apparent that the toughness values are consistently higher, and that, too, is beneficial since a greater toughness is associated with a higher fatigue life limit.
Experiments also were conducted to evaluate the cold forging operational capabilities of this rotary forging machine. It has been done in a single pass reduction of 17 per cent. In this case, the mandrel over which material was formed contained a mirror image of the desired geometry and the proper helix angle of rifling. The rifling form dimensions and tolerances were equal or better than those achieved by conventional rifling practice. In addition, the bore surface finish was better than that achieved through standard practice. The external finish obtained would be adequate with no further machining required as there are no detrimental surface discontinuities.
Tests were also conducted to determine feasibility of cold forging thick wall cannon tubes. Full size howitzer tubes were successfully cold forged from materials having initial yield strength of 176 ksi (12 bar). This was accomplished in a single pass with an average reduction of 15 per cent. The transverse yield strength is of most importance because the maximum firing stresses are operable in the transverse (hoop) direction. The cannon tube material specification requirements for yield strength and ductility have been met.
However, the toughness values achieved were only marginal and somewhat below specifications requirements. Additional work is required in terms of tooling optimization, thermal treatment, and the amount of metal flow required in order to achieve satisfactory mechanical properties throughout the finished cannon tube.
It is obvious that tremendous economic advantages and benefits can be derived from both hot and cold forging of cannon tubes. From the hot-forging application alone, it has been showed that costs of cannon tube forging was reduced by 50 per cent using this process. In the cold forging applications for thin wall tubes, where the rifling can be put in as part of the forming process, reductions of up to 40 per cent in fabrication times were achieved. There are also significant reductions possible in finishing operations of all large diameter and cannon tubes using the machine in the cold-forging mode, and such reductions reflected at lower costs.
Find Instantly Properties of Forging Materials!
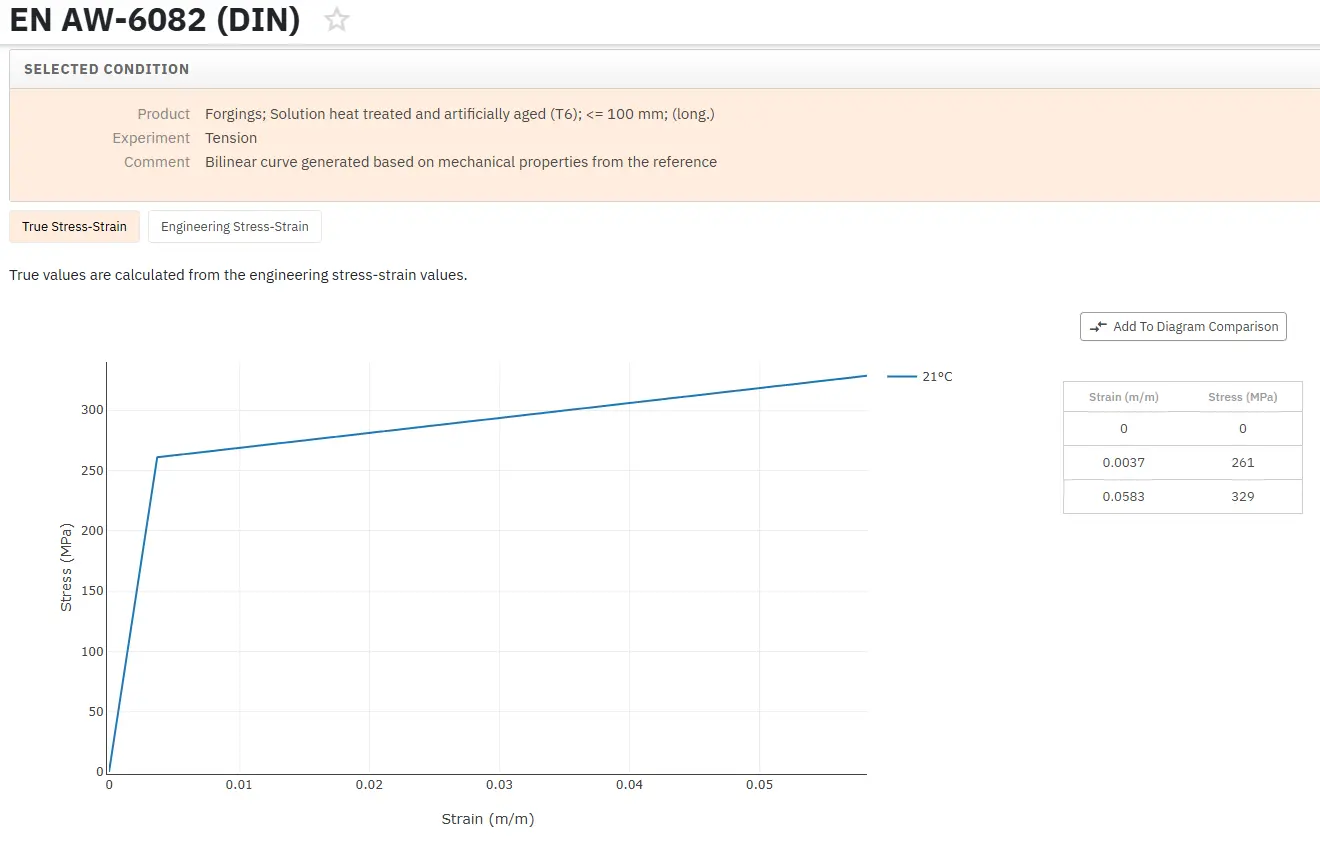
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.