The Embrittlement and Fracture of Steels: Part One
Abstract
Most groups of alloys can exhibit failure by cracking in circumstances where the apparent applied stress is well below that at which failure would normally be expected. Steels are no exception to this, and probably exhibit a wider variety of failure mechanisms than any other category of material. While ultimate failure under excessive stress must occur and can be reasonably predicted by appropriate mechanical tests, premature failure is always dangerous, involving a considerable element of unpredictability.
Most groups of alloys can exhibit failure by cracking in circumstances where the apparent applied stress is well below that at which failure would normally be expected. Steels are no exception to this, and probably exhibit a wider variety of failure mechanisms than any other category of material. While ultimate failure under excessive stress must occur and can be reasonably predicted by appropriate mechanical tests, premature failure is always dangerous, involving a considerable element of unpredictability.
However, a detailed knowledge of structure and of the distribution of impurities in steels is gradually leading to a much better understanding of the origins and mechanisms of the various types of cracks encountered. Furthermore, the now well-established science of fracture mechanics allows the quantitative assessment of growth of cracks in various stress situations, to an extent that it is now frequently possible to predict the stress level to which steel structures can be confidently subjected without the risk of sudden failure.
Cleavage fracture in iron and steel
Cleavage fracture is familiar in many minerals and inorganic crystalline solids as a crack propagation frequently associated with very little plastic deformation and occurring in a crystallographic fashion along planes of low indices, i.e. high atomic density.
This behavior would appear to be an intrinsic characteristic of iron but it has been shown that iron, highly purified by zone refining and containing minimal concentrations of carbon, oxygen and nitrogen, is very ductile even at extremely low temperatures. For example, at 4.2 K reductions in area in tensile tests of up to 90 % have been observed with iron specimens of the highest available purity.
As the carbon and nitrogen content of the iron is increased, the transition from ductile to brittle cleavage behavior takes place at increasing temperatures, until in some steels this can occur at ambient and above-ambient temperatures. Clearly, the significant variables in such a transition are of great basic and practical importance.
Factors influencing the onset of cleavage fracture
The propagation of a cleavage crack in iron and steel requires much less energy than that associated with the growth of a ductile crack. There are several factors, some interrelated, which play an important part in the initiation of cleavage fracture:
- The temperature dependence of the yield stress
- The development of a sharp yield point
- Nucleation of cracks at twins
- Nucleation of cracks at carbide particles
- Grain size.
All body-centered cubic metals, including iron, show a marked temperature dependence of the yield stress, even when the interstitial impurity content is very low, i.e. the stress necessary to move dislocations, the Peierls-Nabarro stress, is strongly temperature dependent. This means that as the temperature is lowered the first dislocations to move will do so more rapidly as the velocity is proportional to the stress, and so the chances of forming a crack nucleus, e.g. by dislocation coalescence, will increase. The interstitial atoms, carbon and nitrogen, will cause the steel to exhibit a sharp yield point either by the catastrophic breakaway of dislocations from their interstitial atom atmospheres (Cottrell-Bilby theory), or by the rapid movement of freshly generated dislocations (Oilman-Johnson theory).
In either case, the conditions are suitable for the localized rapid movement of dislocations as a result of high stresses, which provides a favorable situation for the nucleation of cracks by dislocation coalescence.
The nucleation and the propagation of a cleavage crack must be distinguished clearly. Nucleation occurs when a critical value of the effective shear stress is reached, corresponding to a critical grouping, ideally a pile-up, of dislocations which can create a crack nucleus, e.g. by fracturing a carbide particle.
In contrast, propagation of a crack depends on the magnitude of the local tensile stress, which must reach a critical level. Simple models of slip-nucleated fracture assume either interaction of dislocations or cracks formed in grain boundary carbides. However, recently it has been realized that both these structural features must be taken into account in deriving an expression for the critical fracture stress. This critical stress does not appear to be temperature dependent. At low temperatures the yield stress is higher, so the crack propagates when the plastic zone ahead of the crack is small, whereas at higher temperatures, the yield stress being smaller, a larger plastic zone is required to achieve the critical local tensile stress.
This tensile stress has been determined for a wide variety of mild steels. The scatter probably arises from differences in test temperature and carbide dimensions. This is conclusive evidence for the role of finer grain sizes in increasing the resistance to crack propagation. Regarding grain boundary carbide size, effective crack nuclei will occur in particles above a certain critical size so that, if the size distribution of carbide particles in particular steel is known, it should be possible to predict its critical fracture stress.
Therefore, in mild steels in which the structure is essentially ferrite grains containing carbide particles, the particle size distribution of carbides is the most important factor. In contrast, in bainitic and martensitic steels the austenite grains transform to lath structures where the lath width is usually between 0.2 and 2 im. The laths occur in bundles or packets with low angle boundaries between the laths. Larger misorientations occur across packet boundaries. In such structures, the packet width is the main micro structural feature controlling cleavage crack propagation.
Practical aspects of brittle fracture
At the onset of fracture, elastic energy stored in the stressed steel is only partly used for creation of the new surfaces and the associated plastic deformation and the remainder provides kinetic energy to the crack.
The phenomenon of brittle fracture became particularly prevalent with the introduction of welding as the major steel fabrication technique. Previously, brittle cracks often stopped at the joints of riveted plates but the steel structures resulting from welding provided continuous paths for crack propagation. Added to this, incorrect welding procedures can give rise to high stress concentrations and also to the formation of weld-zone cracks which may initiate brittle fracture.
While brittle failures of steels have been experienced since the latter half of the nineteenth century when steel began to be used widely for structural work, the most serious failures have occurred later, as the demand for integral large steel structures has greatly increased, e.g. in ships, pipelines, bridges and pressure vessels. Spectacular failures took place in many of the all-welded Liberty ships produced during the Second World War, when nearly 1500 incidents involving serious brittle failure were recognized and nineteen ships broke completely in two without warning.
Despite our increasing understanding of the phenomenon and the great improvements in steel making and in welding since then, serious brittle failures still occur. Brittle fractures of thick-walled steel pressure vessels are reminder that human error and lack of scientific control can be disastrous. Bearing in mind the temperature dependence of the failure behavior, and the widening use of steels at low temperatures, e.g. in Arctic pipelines, for storage of liquid gases etc., it is increasingly necessary to have steels with very low transition temperatures and high fracture toughness.
While there are many variables to consider in achieving this end, including the detailed steel-making practice, the composition including trace elements and the fabrication processes involved, the most important is probably grain size refinement.
The development of high strength low alloy steels (HSLA) or micro-alloyed steels, in the manufacture of which controlled rolling plays a vital part, has led to the production of structural steels with grain sizes combined with good strength levels and low transition temperatures. In these steels, to which small concentrations (<0.1%) of niobium, vanadium or titanium are added, the carbon level is usually less than 0.15 % and often below 0.10 %, so that the carbide phase occupies a small volume fraction. In any case, cementite, which forms relatively coarse particles or lamellas in pearlite, is partly replaced by much finer dispersions of alloy carbides, NbC etc.
Addition of certain other alloying elements to steel, notably manganese and nickel, results in a lowering of the transition temperature. For example, alloy steels with 9 % nickel and less than 0.1 % carbon have a sufficiently low transition temperature to be able to be used for large containers of liquid gases, where the temperature can be as low as 77 K. Below this temperature, austenitic steels have to be used.
Of the elements unavoidably present in steels, phosphorus, which is substantially soluble in an iron, raises the transition temperature and thus must be kept to as low a concentration as possible. On the other hand, sulphur has a very low solubility, and is usually present as manganese sulphide with little effect on the transition temperature but with an important role in ductile fracture. Oxygen is an embrittling element even when present in very small concentrations. However, it is easily removed by deoxidation practice involving elements such as manganese, silicon and aluminum.
Finally, the fabrication process is often of crucial importance. In welding it is essential to have a steel with a low carbon equivalent, i.e. a factor incorporating the effects on harden ability of the common alloying elements. The main hazard in welding is the formation of martensite in the heat-affected zone (HAZ), near the weld, which can readily lead to micro cracks. This can be avoided, not only by control of hardenability but also by preheating the weld area to lead to slower cooling after welding or by post heat treatment of the weld region. However, in some high strength steels, slower cooling may result in the formation of upper bainite in the HAZ, which encourages cleavage fracture.
Attention must also be paid to the possibility of hydrogen absorption leading to embrittlement. The presence of hydrogen in steels often leads to disastrous brittle fracture, e.g. there have been many failures of high strength steels into which hydrogen was introduced during electroplating of protective surface layers. Concentrations of a few parts per million are often sufficient to cause failure. While much hydrogen escapes from steel in the molecular form during treatment, some can remain and precipitate at internal surfaces such as inclusion/matrix and carbide/matrix interfaces, where it forms voids or cracks. Cleavage crack growth then occurs slowly under internal hydrogen pressure, until the critical length for instability is reached, and failure occurs rapidly. Hydrogen embrittlement is not sensitive to composition, but to the strength level of the steel, the problem being most pronounced in high strength alloy steels.
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
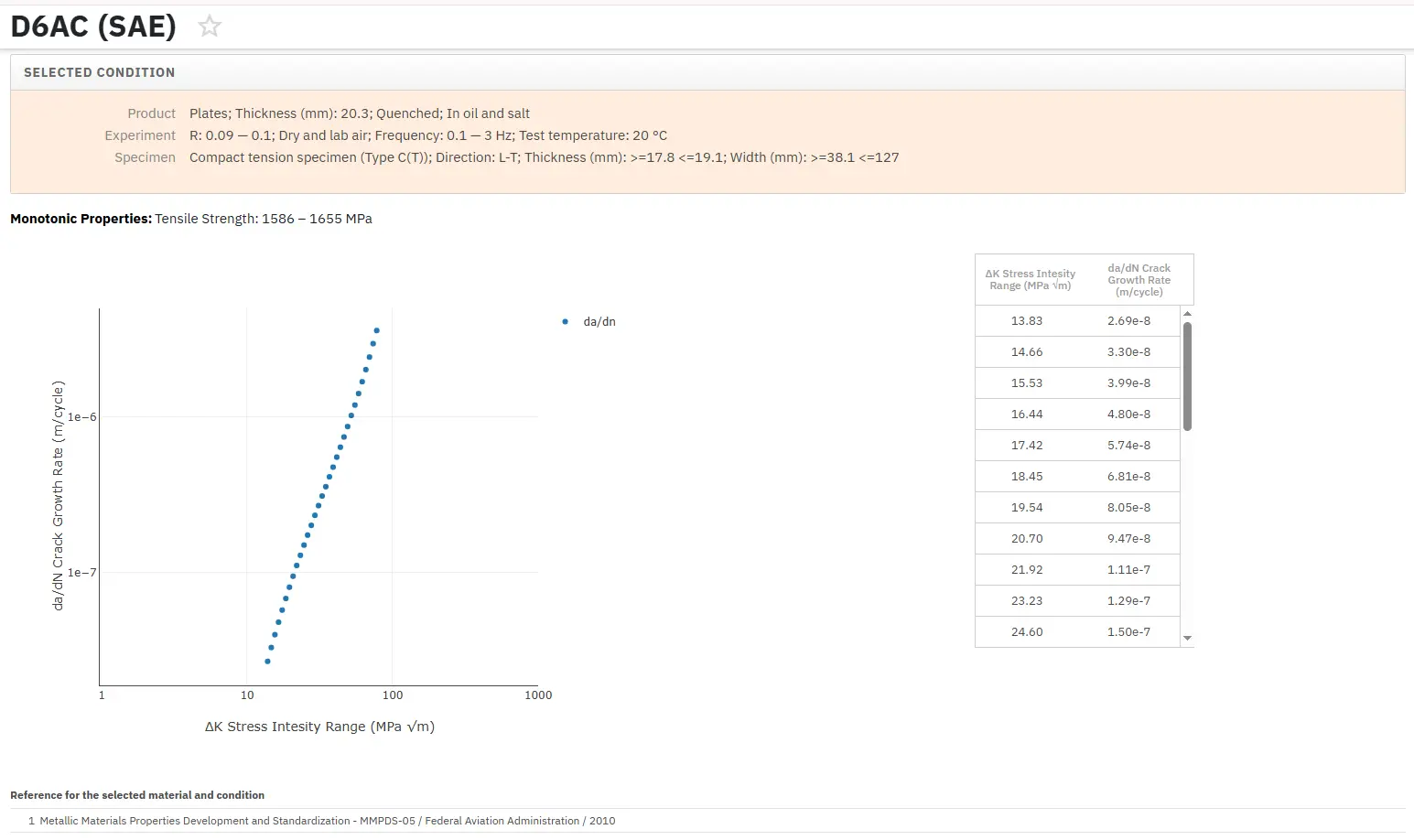
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.