Metal Stamping Dies: Part One
Abstract
Metal stamping is a critical manufacturing process that transforms sheet metal into precise components through cutting and forming operations. This article explores the fundamentals of metal stamping technology, including key processes like blanking, bending, embossing, and deep drawing. We examine how metal stamping serves various industries with its high production rates and cost-effectiveness, particularly in automotive manufacturing. The article also details stamping tool design considerations, the progression from design evaluation to material selection, and the evolution of computer-aided design techniques in modern stamping operations. Understanding these principles is essential for producing high-quality, precision metal components that meet industry specifications.
Introduction to Metal Stamping Technology
Metal stamping is the practice of cutting and forming metal sheets into a required contour with the help of a tool known as a stamping tool. Sheet metal components are used universally, from regular clips to complex computer hard drive components, all manufactured by a precision sheet metal stamping process. Stamping die design is the preliminary phase in stamping tool and die making and is carried out as soon as the component design is finished. The stamping die drawing stage is extremely critical as a high-quality stamping die blueprint can generate accurate stamped components that can operate for an extended time with minimal maintenance.
Stamping tool design requires selecting the appropriate metal stamping operations, creating a basic strip layout, determining manufacturing processes, and choosing the type of stamping presses to be used. A tool designer must possess thorough knowledge of these elements to construct an effective die design. Computer-aided design techniques have progressively advanced in the last decade to assist die designers in creating more precise and efficient stamping tools.
Stamping Tool Design Process
Several procedures are involved in metal stamping tooling designs that are necessary for accurate tool production. The initial stage in die design involves evaluating the metallic part to be produced, including its properties, dimensions, and contour complexity. The designer then proceeds with the strip layout design, determines the cutting force and the die-set to be used, and begins creating the assembly sketch. Once the assembly sketch is completed, part details, drawings of die parts, and the final bill of materials can be prepared.
Sheet Metal Stamping in Automotive Manufacturing
Sheet metal stamping is the most common method of producing metal parts in the automotive industry due to its high production rate and low cost. In basic sheet metal stamping, a flat metal sheet is pressed to the desired shape between a die and a punch. The die defines the outside shape of the part, while the punch determines the inside shape. Additionally, a third component called the blank holder is typically used to secure the blank against the die top and control it during the stamping process.
Sheet metal stamping is essentially a position control process. During stamping, the punch moves to a predetermined position and stops, after which the part is positioned for shaping. In many operations, the blank holder clamps the metal sheet flange before the punch moves. Since punch movement can be controlled according to its position, the press and controls required for this forming operation can be relatively simple. Mechanical presses are most used as they are relatively simple and inexpensive. Hydraulic presses, though more expensive, provide independent control of speed and position during the forming process.
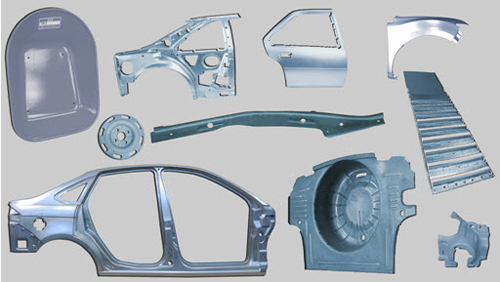
Figure 1: Various examples of products manufactured through metal stamping processes
Metal Stamping Processes and Techniques
Metal stamping encompasses many different types of sheet-metal forming manufacturing processes. Key aspects of the process include punching (using a machine or stamping press), blanking, coining, embossing, and bending. While stamping is primarily performed on sheet metal, it can also be applied to other materials such as aluminum, steel, plastic, and foil.
Bending Process
Bending results in a V, U, or channel shape in any bendable material (most often sheet metal) without fracturing. A common example is the bottom of a drinks can.
Blanking Operations
Blanking is a shearing operation that uses a punch to create a blank from sheet metal or a plate. In metal stamping, it's the operation by which sheet metal is punched to obtain the required outer profile of the component. During blanking, the punch penetrates the sheet metal and forces the material into the blanking die. The portion of the sheet metal that comes out through the die opening is the component with the required profile. Therefore, the dimension of the blanking die profile must equal the dimension of the component profile. In blanking tools, the cutting clearance is provided on the blanking punch.
Progressive and Compound Dies
A progressive die pushes a sheet of metal through a series of operations until a finished part is produced. An example would be the lid of a soda can, which requires separate operations for the lid and pull tab. A compound die performs more than one operation in a single press.
Deep Drawing Technique
Deep drawing is a process where a drawing press forms sheet metal through the mechanical action of a punch. Kitchen sinks are common examples of deep-drawn products.
Additional Stamping Processes
Other important stamping processes include:
- Tapping: Cutting threads in a hole, as in nuts where bolts screw in
- Coining: A precision metal stamping form used for high relief or very fine features, such as currency, badges, and medals
- Embossing: A metalworking process where soft malleable metals are shaped by hammering on the reverse side
Types of Blanking Dies
Blanking dies can be single-stage press tools where the component is produced in each stroke of the blanking press. In single-stage blanking tools, multiple stamping operations might be performed before or after blanking, depending on the complexity of the part profile, sheet thickness, or dimensional requirements. In progressive blanking press tools, operations like piercing, bending, and forming occur in various stages before the blanking stage, where the final component is punched through the die.
Blanking Die Design Considerations
The blanking die is designed with an angular relief after a straight-sided area to prevent blanked parts from stacking inside the die, which could damage the tool. As a rule, the straight-sided depth should be 3 mm for sheet metal less than 3 mm thick. For sheet metals above 3 mm thickness, this area should equal one sheet thickness. The angular relief typically ranges from 0° 30' to 1° per side.
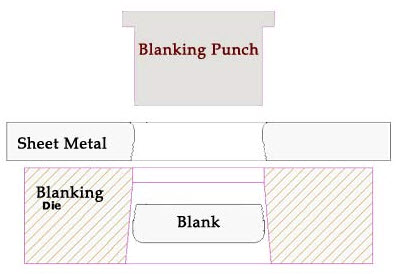
Figure 2: Key components and mechanism of a blanking die operation
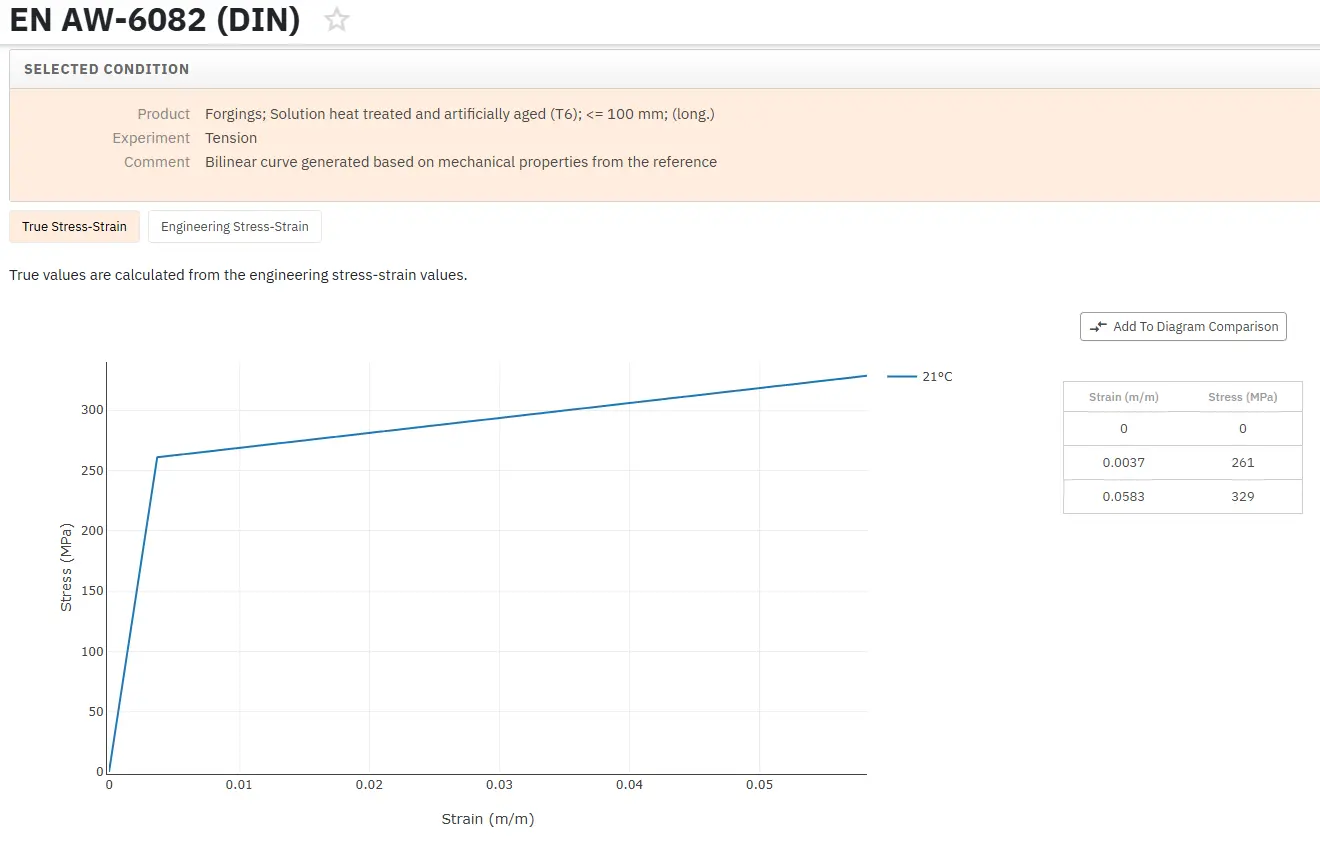
Find Instantly Properties of Forging Materials!
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.