Inoculation Mechanisms: Part Two
Abstract
Inoculation can be summarized as the addition of silicon alloys during the latter stages to molten iron provides control in “chill” areas of castings e.g. thin sections and corners of the casting.
Covered in this article are the main processing factors to take notice of and also the main methods of inoculation including, ladle, in-stream and in-mould inoculation.
Inoculation is defined as the late addition of certain silicon alloys to molten iron to produce changes in graphite distribution, improvements in mechanical properties, and a reduction of the chilling tendency that are not explainable on the basis of composition change with respect to silicon. Graphite, added alone or in combination with ferrosilicon, will also produce these changes without significantly altering the chemistry of the iron. It is recognized that two irons with the same apparent composition can have dramatically different microstructures and properties if one is inoculated and the other is not. A great deal of research has been dedicated to determining the mechanics behind inoculation. Although many theories exist no conclusions have been reached regarding possible mechanisms.
Irons are inoculated for various reasons. The primary reason is to control chill in areas of castings that experience rapid solidification, such as in thin sections, at corners, and along edges. Tensile strength can be improved through inoculation. This is particularly true for the low-CE irons, which are selected for applications requiring a higher tensile strength (tensile strength decreases as the CE increases). However, low CE irons are also the grades that are most susceptible to carbide formation.
Inoculation helps overcome this problem by minimizing the chill forming tendency of the iron, thus allowing low CE irons to be poured in thin sections. Irons that are stored in holding furnaces or in pouring systems for an extended period of time are also more susceptible to chill formation. This susceptibility can be attributed to the reduction in nuclei in the melt that takes place during extended holding. This effect is accelerated if holding occurs at high temperatures. Melting method influences white iron formation; electric melted irons are generally more prone to carbide formation than cupola melted irons.
The principal inoculation mechanisms are quite different in grey and ductile irons. In grey iron, a stable oxide will be the primary nuclei for manganese sulphide precipitation that again will nucleate graphite flakes of good type A form. In ductile iron, a sulphide is the nuclei for complex silicates that again will nucleate a high number of graphite nodules. The same inoculant materials can however be used successfully in both type of irons, since the reactive elements such as Ca, Ba, Sr and Al are all strong oxide, sulphide and silicates formers in both grey or ductile irons.
The inoculant fading effect is connected to diffusion rate, growth and coarsening, and a general reduction in the number density of micro-inclusions as nucleation sites for graphite. In order to obtain a sound and reproducible iron production process some critical inoculation factors will have to be controlled properly. For grey iron one should pay special attention to the following factors:
1) The Mn/S ratio should be maintained at the same level every time and sulphur should preferentially be kept at minimum 0.05%.
2) Aluminum is found to be an important part of the nucleus core and should be adjusted and kept at controlled levels every time. Recommended residual Al level in grey iron is 0.005% - 0.01% for optimum inoculation effectiveness.
3) There should be a certain oxygen level in the base iron from fresh metal processing. The use of some rusty raw materials may assist in providing a good oxygen potential.
4) Pouring time after inoculation should be minimized in order to keep fading losses under control.
5) Use an inoculant with defined chemical composition and sizing.
Methods of Inoculation
Cast iron may be inoculated by several methods such as:
• Ladle Inoculation
Iron is inoculated by adding inoculant to the metal as it is transferred from the furnace to the pouring ladle. The turbulence quickly dissolves the inoculant and evenly disperses it throughout the molten bath (Figure 1)
• In-stream Inoculation
In many automatic pouring operations, inoculation is done in-the-stream (Figure 2)
• In-mould Inoculation
Inoculants may also be added as a preformed insert placed in the pouring basin of a mould or as granulated inoculant placed in the gating system. (Figures 3a and 3b)
In-stream and in-the-mould inoculation techniques offer little inoculation fades, and generally require less inoculants material to provide the desired results.

Figure 1: Ladle inoculation
Figure 2: In stream inoculation
Figure 3a: In the mould inoculation
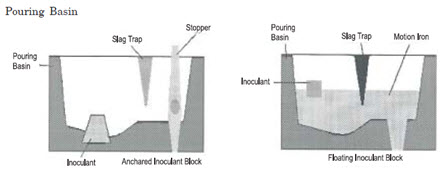
Figure 3b: In the mould inoculation
Find Instantly Thousands of Metallography Diagrams!
Total Materia Horizon contains a unique collection of metallography images across a large range of metallic alloys, countries, standards and heat treatments.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.