Hot Cracking Sensitivity Factors
Abstract
Identified by the appearance of liquid films along grain boundaries or to another location in the material structure, hot cracking can be divided into several categories.
As potential and serious threat to weld integrity, during this article we cover different ways to quantify, measure and ultimate prevent this phenomena.
It is known that some weld metal hot cracking theories have their origins in castings. However, it is critical to emphasize that casting processes have important differences as compared to weld processes, like time and length ratios. The cracking during welding can be attributed to the effect of tensile stresses on a not well developed dendritic network in the weld metal and/or heat affected zone (HAZ). “Hot cracking” is related to the appearance of liquid films along grain boundaries or to another location in the structure and can be divided into:
1) solidification cracking in the weld metal,
2) liquation cracking in the HAZ, and
3) weld metal liquation cracking.
This is then followed by “warm cracking”.
Warm cracking includes:
1) ductility-dip cracking,
2) reheat cracking,
3) strain age cracking, and
4) lamellar cracking.
Warm cracking can appear either during the welding process or after post weld heat treatment. Last, but not least, “cold cracking” develops at room temperature because of the presence of hydrogen and hydrogen-assisted cracking mechanisms.
As mentioded above, hot cracking refers to cracking that occurs during welding, casting or hot working at temperatures close to the melting point of the material. The cracking is known to occur both above the liquation temperature – known as supersolidus cracking and in the solid state, called subsolidus cracking. The various types of hot cracks encountered in stainless steel weldments have been classified by Hemsworth et al (1969). Supersolidus cracking may manifest as solidification cracking, occurring in the presence of a liquid phase in the fusion zone, or as liquation cracking in the heat-affected zone (HAZ) where it is accompanied by grain-boundary melting. Solidification cracking in the weld metal is considered the most deleterious and is more widely observed than the other types of cracking.
Solidification cracking occurs as a result of the simultaneous presence of:
1) depressed solidification temperature liquid films along solidification sub-grain boundaries (SSGBs), or more commonly, solidification grain boundaries (SGBs) in the fusion zone (FZ); and
2) weld restraint resulting from both intrinsic and extrinsic sources. Figure 1 schematically indicates the boundary types which can exist in the FZ of fully austenitic materials during solidification as described by Lippold et al.. SSGBs represent the boundaries between adjacent cells or dendrites with similar orientation, while SGBs are those boundaries which are formed when packets of subgrains intersect. A solidification crack is formed when liquid films along SSGBs and/or SGBs rupture during solidification.
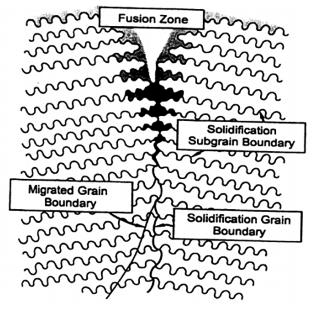
Figure 1: Schematic representation of interfaces which may exist in a single phase weld metal following solidification
Quantification of Hot Cracking Susceptibility in 304L and 316L austenitic stainless steel
Quantification of HAS for various specifications of types 304L and 316L can be done with the help of following equation. But it is advisable to have S<0.035%, Ni<1.0%, Mn>0.8%, C<0.15% and Mn/S>35.

The calculated values of the Hot Crack Sensitivity for given specifications, is shown in Figure 2. Here results reveal that HCS for the typical SA240-304L is found least and is maximum for SA 312 (pipe) 316L. Hot cracking susceptibility increases markedly as the P and S contents exceeds 0.015%. Lowest value 0.053 is observed for P and S contents, which directly illustrates emphasis of P+ S effect on HCS. As with the increased value of P+S, HCS increases. The sulphur range should be 0.005 to 0.030% for acceptable penetration for both types of steels. Increasing the nitrogen content improves the resistance to hot cracking of those types of 304L and 316L steels, which contain no niobium as nitrogen containing steels have less hot cracking resistance.
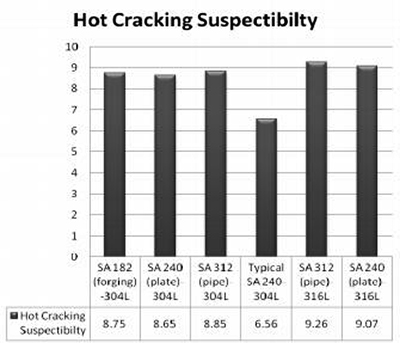
Figure 2: Calculated HCS of various specifications of types 304L, and 316L using the extremes of the composition
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
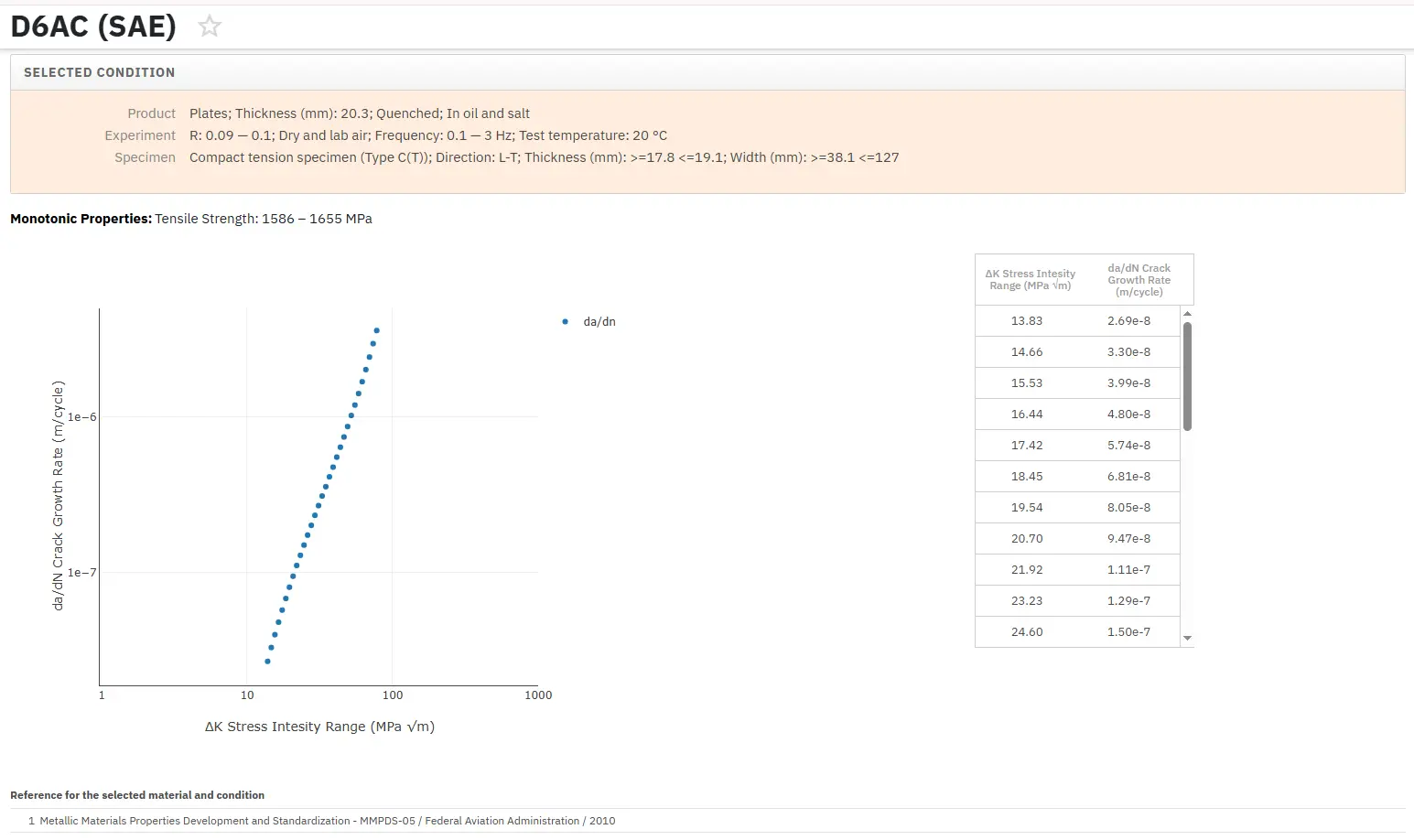
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.