Superplastic Aluminum Alloys
Abstract
Superplastically formed (SPF) aluminum alloys have the ability to be stretched to several times their original size without failure when heated to between 470-520°C.
These dilute alloys containing zirconium, later to be known by the trade name SUPRAL, were heavily cold worked to sheet and dynamically recrystallized to a fine stable grain size, typically 4-5μm, during the initial stages of hot deformation.
Superplastically formed (SPF) aluminum alloys have the ability to be stretched to several times their original size without failure when heated to between 470-520°C. It is this superplasticity which allows components to be formed to a required shape by applying air pressure and/or tool movement within custom designed forming machines. Thus the process effectively combines the enhanced design freedom of vacuum-formed plastics with all the material advantages and superior mechanical integrity of high performance alloys.
Benefits of Superplastic Forming
Commercially exploited for just over two decades, the process offers a range of important benefits, from both the design and production angles. To begin with there is the ability to form components with double curvature and smooth contours from single sheet in one operation, with exceptional dimensional accuracy and surface finish, and none of the ‘springback’ associated with cold forming techniques.
Because only single surface tools are employed, lead times are short and prototyping is both rapid and easy, because a range of sheet alloy thicknesses can be tested on the same tool. By the same token, the (already modest) tooling costs are significantly lower than those employed by more conventional alternatives - typically costing around 10% of those used for matched die stamping, for example.
The breakthrough for superplastic Al-Cu alloys was made by Stowell, Watts and Grimes in 1969 when the first of several dilute aluminum alloys (Al-6% Cu-0.5%Zr) was rendered superplastic with the introduction of relatively high levels of zirconium in solution via specialized casting techniques and subsequent thermal treatment to create extremely fine ZrAl3 precipitates.
These dilute alloys containing zirconium, later to be known by the trade name SUPRAL, were heavily cold worked to sheet and dynamically recrystallized to a fine stable grain size, typically 4-5μm, during the initial stages of hot deformation. The dispersion of ZrAl3 particles effectively inhibited grain growth by exerting a drag on the grain boundaries – the Zener effect. Superplastic tensile elongations to failure approaching 2000% have been measured in SUPRAL alloys.
As previously described, the introduction of new alloys into structural applications is sufficiently difficult that work on aluminum alloys has been centered on developing superplasticity in existing commercial alloys (7000 series) rather than adopting new alloys such as the SUPRAL and FORMALL alloys. Some of SUPRAL and FORMALL alloys are listed in Table 1.
Although limited superplastic properties were observed in these studies, the work foreshadowed the tremendous interest in developing superplasticity in the commercial 7000 series alloys by thermomechanical processing of ingot alloys. Also, since 1985, the work on Al-Li based alloys has largely centered on potentially commercial compositions, such as 2090 and 8090Al.
Commercial alloys
Some commercial alloys have been thermomechanically processed to develop superplasticity. The main effort has been on the Al 7000 series alloys, Al-Li alloys, Al based metal-matrix composites, and mechanically alloyed materials. A list of the room-temperature mechanical properties of some commercial superplastic aluminum alloys is presented in Table 2.
In particular, Al-Li based alloys are used as an example to illustrate the general principles for producing fine structure superplasticity in aluminum alloys. Aluminum-lithium alloys are primarily of great interest for the aircraft and aerospace industries because Li is one of only three elements that significantly increases the elastic modulus and simultaneously decreases the density of aluminum.
The other elements are beryllium and boron. For aerospace and aircraft applications, improvements in specific modulus and specific strength can lead directly to weight savings.
| Alloy | Temperature (°C) | Strain rate (s-1) |
| SUPRAL 100* | 470 | 2.0x10-3 |
| SUPRAL 220 | 500 | 4.5x10-3 |
| SUPRAL 150 | 470 | 4.5x10-3 |
| SUPRAL 5000 | 500 | 4.5x10-3 |
| FORMALL 700 | 510 | 1.0x10-3 |
| FORMALL 545 | 530 | 1.0x10-3 |
| FORMALL 548 | 530 | 1.0x10-3 |
| Alloy | Modulus (GPa) | Yield strength (MPa) | Tensile strength (MPa) | Elongation (%A) | Density (g/cm3) |
| SUPRAL 100* | 73.8 | 300 | 420 | 8 | 2.84 |
| SUPRAL 220 | 73.8 | 450 | 510 | 6 | 2.84 |
| FORMALL 570 | - | 417 | 482 | 7.9 | 2.69 |
| 5083Al | 72 | 150 | 300 | 15 | 2.67 |
| 7475Al | 70 | 460 | 525 | 12 | 2.8 |
| 2090 Al-Li | 80 | 455 | 490 | 6 | 2.61 |
| 8090 Al-Li | 80 | 350 | 470 | 6 | 2.58 |
Forming Techniques
There are five forming techniques currently in use to exploit these advantages. The method chosen depends upon design and performance criteria such as size, shape, and alloy characteristics. Two methods are frequently employed for the telecommunications and electronics industries and are summarized below:
Cavity Forming
The first and most commonly used is cavity forming, in which a preheated (SPF) aluminum sheet is clamped into position and forced into a mould cavity by air pressure. This method is ideal for producing more than one component from the same sheet, thus reducing unit costs (Figure 1a).
Bubble Forming
For the second technique, bubble forming, the preheated alloy is clamped between a bubble plate and the tool plate, with air pressure being introduced from below to stretch the sheet into the bubble, Figure 1b. The tool is then pushed up through the plane of the sheet’s original position and into the bubble until the sheet is evenly tensioned at the required height. Air pressure is then applied above the bubble, forcing the sheet into close contact with the tool, thus allowing the production of highly complex forms with increased aspect ratios and more uniform thickness distribution.
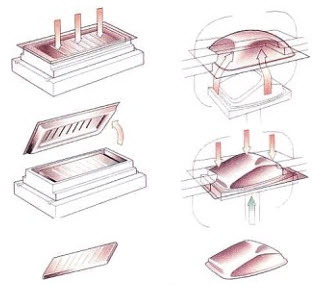
Figure 1: Dissolubility of precipitates NbC, TiC and Vn according to carbon content in HSLA steel
In both cases it should be noted that only one component surface comes into contact with the tool, thus enabling exceptional finish standards to be achieved. Other key benefits include the ability to reduce subassemblies, simultaneously eliminating joints.
In fact, many new applications develop from design enhancements which not only reduce weight but also decrease or even obviate the need for fabrication, welding or cold forming as well as improving strength and repeatability.
Wider advantages include the flexibility to produce tools from models, drawings or CAD data also used for machining and the incorporation of special features to improve stiffness and ease of assembly.
With a maximum forming size of some 2.7 x 1.5m, the scope for fresh applications is extremely wide, also with the option that the alloys themselves can be joined by adhesive bonding or welding if necessary. On top of all this, they will also accept a wide range of surface treatments, paints and powders in accordance with international standards.
Access Precise Properties of Aluminum Alloys Now!
Total Materia Horizon contains property information for 30,000+ alumiums: composition, mechanical, physical and electrical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.