Deep Drawing of Magnesium Alloys: Part Two
Abstract
Deep drawing is a very important sheet metal operation in both the automotive and aerospace industry which have extremely high demands in producing defect free finished products.
Although much has been proved in a range of experimental studies surrounding deep drawn products, much still needs to be understood including; the numerical representation of the yield surface and new material models to help understand high strain rate and temperature capabilities.
Deep drawing is an important sheet metal operation which is used regularly in the automobile and aircraft industries. Obtaining a defect free final product with the desired physical and mechanical properties is very important in any manufacturing industry. The quality of deep drawn component depends on various geometric parameters, physical properties and process parameters. Formability is one important property which heavily influences the quality of deep drawn components.
The limited formability of a Mg sheet at room temperature is due to the hexagonal closed pack (hcp) lattice structure that has three slip systems compared to the twelve slip systems in face centered cubic (fcc) and body centered cubic (bcc) lattice structures. Therefore it is better to form Mg alloys at elevated temperatures (200-300°C), which activates additional slip planes and thereby improving the material formability.
Forming of magnesium alloy sheets requires appropriate conditions such as certain temperatures and drawing speeds. During the design of the deep drawing process, numerical simulation which can predict material flow trend, stress and strain distribution, can help to determine the optimal processing parameters and explore novel forming techniques.
In the paper’s of Chang Q-F. et al, the formability of magnesium alloy sheet is systematically studied, including the studies on magnesium sheet rolling, uniaxial tensile tests and the LDR (limiting drawing ratio) experiments. The numerical simulation of the deep drawing process is also performed based on the constitutive relation data obtained from the uniaxial tensile tests.
The main conclusions drawn from this study are summarized as follows:
1. The uniaxial tensile tests show that AZ31 magnesium alloy sheet is sensitive to deforming temperatures and strain rates. The elongation increases from 18% to 50% with increasing temperatures from room temperatures to 200°C, and even reaches 100% at 400°C. It was also found that the ductility of AZ31 magnesium alloy sheet rises sharply with the decrease of strain rates.
2. The LDR experiments show that the temperatures and BHF (blank holder force) are important factors affecting the formability of AZ31 magnesium alloy sheet; the AZ31 magnesium alloy sheet shows good formability at the temperature between 200°C and 300°C, LDR can reach 3.0; in case of the forming temperature of 150°C and the drawing velocity of 15 mm/s, the LDR can reach 2.0.
3. A good agreement between simulations and experiments was obtained in this study. The LDR can be improved from 3.0 to 3.5, and the wall thinning ratio can be decreased from 15.21% to 12.35% by adapting the VBHF (variable blank holder force) technology. It is also found that the part thinning reduced not only at the round corner of the punch, but also at other locations throughout the cylinder wall. The VBHF experiment is under preparation to validate this simulation.
In the paper of Palaniswamy H. et al. Fe analysis has been used to simulate the warm forming process of two parts, a round cup and rectangular pan, using commercial FE codes DEFORM 2D and 3D, respectively. The major conclusions drawn from this study are as fallows.
1. The forming load predicted by simulation for round cup and rectangular pan overestimated the experimental results. However, the trend predicted by simulation matches well with experiment. Higher punch force in the simulation could be due to the high frictional shear stress at interface. A coulomb friction coefficient of µ=0.1 was used in the simulation. Also the material properties extrapolated at high strains and high temperatures from known values could be overestimated in the calculation. Von Mises yield criteria was used in simulation to describe the yield surface of Mg alloy sheets. However, the yield surface for Mg alloy sheets like aluminum alloy sheets may not strictly follow the Von Mises yield criterion.
2. In the warm sheet forming of round cup and rectangular pan, the maximum thinning and tearing was observed at the cup wall in simulation and also the experiment. This is contrary to the observations in conventional stamping where the thinning occurs in the punch corner radius. This could be due to fact that the cup walls in warm forming were at high temperature compared to punch corners, thus, the yield strength of material in cup wall was low compared to punch corner radius;
3. The location of maximum thinning and localized thinning observed in the simulation for round cup and rectangular pan match with experiment. However, the predicted thinning values were larger than the experimental data. Excessive thinning observed in the simulation could be due to high process loads observed in simulation as compared to experiment
4. LDR predicted by simulations for round cup for different forming temperatures were lower compared to the experimental results.
5. Thermo-elastic-visco-plastic FEM code used in this study could successfully capture the deformation modes and the specific characteristics of the warm sheet forming process. However, to improve the accuracy and reliability, the following needs to be addressed: a) better understanding of the numerical representation of the yield surface of Mg alloys; b) new material models in the FEM code that can better handle the properties of Mg alloys at high strain rates and temperature with capabilities for strain softening characteristics due to their viscous effects.
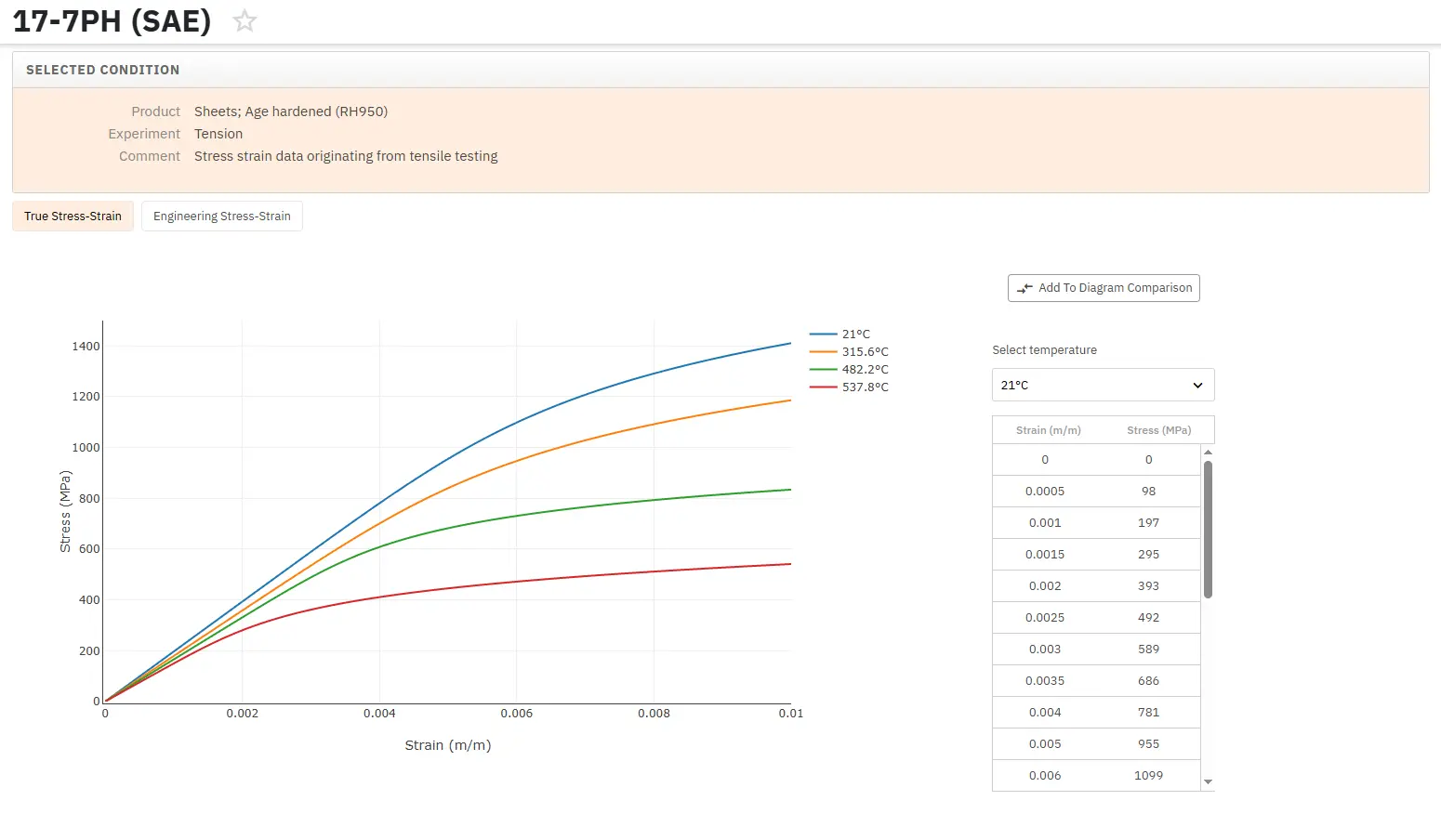
Access Thousands of Stress-Strain Diagrams Now!
Total Materia Horizon includes a unique collection of stress-strain curves of metallic and nonmetallic materials. Both true and engineering stress curves are given, for various strain rates, heat treatments and working temperatures where applicable.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.