The Strain-Induced Melt-Activated (SIMA) Process: Part Two
Abstract
The strain induced melt activation (SIMA) process is a well-known semi-solid metal processing technology that helps to obtain a non-dendritic morphology by stirring the alloy in between the solidus and liquid point.
Just one key advantage of the modified SIMA process was found to be an improved processing efficiency through removal of hot working RAP time resulting from accelerated recrystallization.
There are several processes such as the addition of grain refining elements, semi solid processing, spray casting, and rapid cooling are used to obtain improved mechanical properties of materials. Among the semi solid processes rheocast and SIMA process are the most popular. In rheocasting process, the semi-solid slurry is prepared by stirring, but rheocast alloy has porosity and segregation problem. It can be effectively reduced by SIMA process because this process combines both the casting and rolling process. In the SIMA process, the required microstructural morphology of alloys can obtained by deformation with subsequent heat treatment in the mushy zone. Furthermore, SIMA is a budding technology with the various commercial merits such as simplicity and minimum setup cost and it can be applied to most engineering alloys, including aluminum, copper, magnesium and ferrous alloys. In the work of P. Biswas, R. Bhandary, M. Kumar Mondal, D. Mandal, Al-4.5Cu-2Mg alloy has been studied to understand the influence of various processing routes and conditions, i.e. the gravity casting with and without grain refiner, the rheocast process and the strain induced melt activation (SIMA) process.
The Al-Mg-Cu alloy has gained great research interest due to improved mechanical properties that include good weight to strength ratio, high strength, low coefficient of thermal expansion, good castability, reliable formability and hardenability. The effect of various processing routes and conditions ‘in terms of size and shape of the α-Al grain and volume fraction of different phases’ on the micro mechanical response of the alloy has been studied using optical microstructures RVE (Representative Volume Elements) model employing two different boundary conditions.
The different processing route and their abbreviation are represented in Table 1.
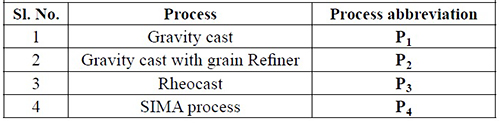
Table 1: Abbreviation used for different processing route and condition for synthesis of Al-4.5Cu-2Mg alloy
Following conclusion can be drawn from the results of this study:
Two dimensional (2D) RVEs are developed from the microstructure of gravity cast without (P1) and with grain refiner (P2), rheocast (P3) and SIMA process (P4) alloy. The simulated RVEs are analysed to understand the effect of process route and condition in terms of microstructural features on the micromechanical response using ABAQUS finite element software. The failure mode of the alloy is found to be dependent on the α-Al grain size and shape as well as eutectic and α-Al phase volume fraction. Plastic strain localization and stress concentration are occurred due to inhomogeneity in the microstructure (irregular grain). The sharp corners and narrow eutectic regions are the stress localized region and a suitable site for crack initiation. However, a sharp difference of load-carrying capacity, between the primary and eutectic phases is observed and the displacement of the primary α-Al phase node is always greater than the eutectic phase although nodes of the primary α-Al and eutectic phase lie side by side. The huge difference in induced stress and strain may be a cause for a poor mechanical response. It is found that SIMA process RVE has a better stress and strain distribution, as the dendritic primary α-Al phase is changed to fine non-dendritic globular structure and volume fraction of eutectic phase is decreased. Therefore, major findings obtained in the present study can be useful to optimize the different process, alloy composition, and reinforcement volume fraction in alloy and composites.
The SIMA process involves the four processing stages: casting, hot working, cold working, and recystallization and partial melting (RAP). In the SIMA process, an alloy having the sufficient stored energy by cold working is heated to a mushy zone. During heating, recovery and recrystallization occur before liquid formation with the aid of the stored energy. Reaching the mushy zone, liquid is formed by preferential melting at grain boundaries with high energy state, and penetrates into high angle boundaries of recrystallized grains. Accordingly, the amount and distribution of the stored energy by cold working is the most critical factor in the SIMA process since they control the recovery and recrystallization kinetics and the uniformity of the resultant microstructure.
The investigation of Young Buem Song, Kyung-Tae Park, Chun Pyo Hong was motivated by two main considerations. First, the distribution of the stored energy by cold rolling is usually inhomogeneous across the work piece section, causing non-uniform microstructure at the RAP stage. Therefore, the alternative working techniques which can distribute the large amount of the stored energy more homogeneously throughout the work pieces should be employed to ensure the microstructure uniformity. Second, in case of the difficult-to-work alloys, the amount of cold rolling is limited in order to avoid cracking; for instance, about 20% for the high strength wrought Al alloys. In such a case, the selection of optimum RAP (recrystallization and partial melting) conditions becomes important to obtain the desired skeleton structure with fine equiaxed grains for successful SSP (Semi-Solid Process). Accordingly, it is essential to figure out the effects of RAP conditions on the microstructures of the alloys having the cold working limit in the conventional SIMA process.
The purpose of this study is two-fold; (a) introduction of a modified SIMA process and its application to a high strength 7175 Al alloy, and (b) examination of the separate effect of each stage of the conventional SIMA process on recrystallization of the same alloy in a mushy zone. A modified SIMA process includes homogenization and warm multi-forging instead of hot working and cold working in the conventional SIMA process (Figure 1). Multi-forging is an effective process for microstructure refinement. In order to examine the effectiveness of the present new process, the RAP microstructures developed by both conventional and modified processes were compared.
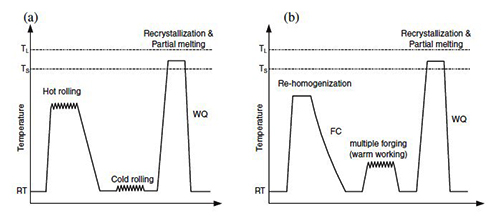
Figure 1: Schematic illustration of (a) conventional SIMA process, and (b) new modified SIMA process, RT=Room Temperature, WQ=Water Quenching, FC=Furnace cooling.
For the present investigation, a high strength 7175 Al alloy (Al-5.6Zn-2.5Mg-1.6Cu-0.23Cr (in mass%)) with ø380mm was direct-chill-cast. The liquidus, solidus and eutectic temperatures of the alloy were 635, 532 and 477°C, respectively.
For the conventional SIMA process, the direct-chill-cast alloy was homogenized at 460°C for 30 h, and then hot rolled to the thickness of 12mm at 420°C. The hot rolled plates were further subjected to cold rolling and subsequent RAP followed by water quenching. In order to examine the effect of each stage on recrystallization, the reduction ratio of cold rolling and RAP temperature and time were varied independently:
a) 5–32% reduction followed by RAP at 575°C for 30 min,
b) RAP temperatures of 400–625°C for 30 min with 20% reduction ratio, and
c) RAP times of 1–1440 min at 575°C with 20% reduction ratio.
For the modified SIMA process, the round bar samples of ø60mm x 90mm taken from the homogenized billets were rehomogenized at 482°C for 3 h and then furnace cooled. The precipitates are anticipated to form and coarsen during the two stage homogenization and to act as the effective sites for large stored energy accumulation during subsequent multi-forging. After reheating the rehomogenized billets to 250°C, warm multi-forging was conducted by a 200 t hydraulic press equipped with a flat die. Multi-forging consisted of repetitive upsetting and down-drawing. Each cycle of upsetting and down-drawing was designed to yield an accumulated true strain (Σε) of 0.8–0.9: (Σε) is the sum of ln (Ao/A) of each upsetting and down-drawing where Ao and A are the initial and final cross-sectional area of the sample, respectively.
As conclusions are drawn that: 1) For the alloy processed by the conventional SIMA process, the recystallized grain size decreased with increasing the cold rolling reduction ratio up to 20% and then remained nearly unchanged with further cold rolling. RAP treatments of the 20% cold rolled alloy above 600°C and longer than 30 min resulted in significant grain growth. The grain growth behavior of the alloy well obeyed the third power grain growth law, indicating the volume diffusion controlled growth.
2) The alloy which was prepared by the modified SIMA process of multi-forging with the accumulated strain of ~7 and RAP at 575°C for 10 min exhibited the uniform equiaxed grain structure similar to that of the alloy processed by conventional SIMA process with 20% cold rolling and RAP at 575°C for 30 min.
3) The improved processing efficiency of the modified SIMA process over the conventional one, i.e. removal of hot working and RAP time saving, results from the accelerated recrystallization kinetics associated with a high density of Mg (Zn, Al, Cu)2 precipitates formed by rehomogenization acting as the preferential recrystallization sites and with the driving force for recrystallization by a large amount of uniform deformation by multi-forging.
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.