Superplastic Deformation of Two-Phase Ti-6Al-4V Alloy
Abstract
Superplastic materials are polycrystalline solids which have the ability to undergo large strains prior to failure.
Since manufacturing costs and the weight of airframe structures can be reduced significantly through superplastic forming technology, considerable efforts have been devoted during the past three decades to the investigation of the superplastic deformation behavior of various metallic alloys, especially the Ti-6Al-4V alloy (UNS R56400, Al=5.5-6.75%, V=3.5-4.5%).
Last decades, titanium alloys have been widely used in the aeronautical industry and for biomedical applications. The interest in titanium and its alloys can be explained by its remarkable properties, such as a high tenacity, a good heat resistance, a particular resistance to corrosion, biocompatibility, its superplastic capacities and last but not least its interesting specific mass when compared to other high strength alloys such as steels. Superplastic materials are polycrystalline solids which have the ability to undergo large strains prior to failure.
Since manufacturing costs and the weight of airframe structures can be reduced significantly through superplastic forming technology, considerable efforts have been devoted during the past three decades to the investigation of the superplastic deformation behavior of various metallic alloys, especially the Ti-6Al-4V alloy (UNS R56400 –Al=5.5-6.75%, V=3.5-4.5%). As a result, the role of several microstructural features such as grain size, grain size distribution, grain growth, texture, and volume fraction of the component phase have been well established in relation to the actual forming process of the Ti-6Al-4V alloy. Nowadays, many components of airframe structures are being produced by superplastic forming of the Ti-6Al-4V alloy; and its commercial applications are expected to increase.
In contrast to the commercial success of the superplasticity of Ti-6Al-4V alloys, a satisfactory explanation of the mechanism for this deformation phenomenon is still not available. Although many investigations have been carried out on the mechanisms of superplastic deformation of two-phase alloys, there remain two major, vague points.
First, in the case of two-phase alloys like Ti-6Al- 4V, boundary slidings take place at the grain boundary and the phase boundary concurrently. While several efforts have been made to understand the resistance of the boundary slidings either by measuring the sliding displacement of the surface or the flow stress of the bicrystal, relative sliding resistance between the grain boundary and the phase boundary have not been quantified yet. Second, there has been an evident controversy over the deformation modes of accommodation, which can be classified as the isostress mode and the isostrain-rate mode. It is important to determine the deformation modes in relation to the a/b volume ratio and the grain size. In order to clarify the forementioned points, more fundamental analysis considering the physical characteristics of superplastic deformation has to be made.
This article attempts to analyze the superplastic deformation behavior of the Ti-6Al-4V alloy based on the inelastic deformation theory in two aspects: one is to investigate the relative sliding characteristics at each type of boundary and the other is to verify the deformation mode of accommodation. For this purpose, the flow characteristics of the Ti-6AI-4V alloy with respect to the deformation of αIβ volume fraction are studied by load relaxation tests. In the following section, an inelastic deformation theory, which consists of two mechanisms, i.e., grain matrix deformation (GMD) and grain boundary sliding (GBS), is briefly described.
Inelastic Deformation Theory
A simple rheological and topological model for GMD and phase/GBS (P/GBS) has been proposed by Chang and Aifantis and is schematically shown in Figure 1. The model represents that P/GBS is mainly accommodated by dislocation process giving rise to an internal strain and plastic strain rate.
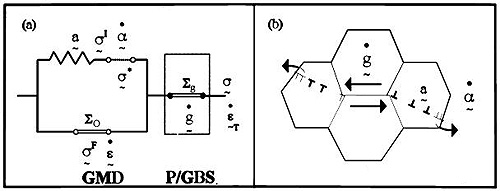
Figure 1: An internal variable model for describing the structural superplasticicity: (a) a rheolologigical model and (b) a topological model
Generally, the deformation temperature has to be superior to half of the melting temperature, whilst the strain rate must be between 10-4 s-l and 10-2 s-1. The aeronautical grade of Ti-6Al-4V is superplastic roughly between 750°C and 950°C, and between strain rates of 10-4 s-l and 5.l0-3 s-l. Some authors report optimal superplasticity around 927°C.
In this study, the tensile properties and the structural evolution during deformation between room temperature (RT) and 1050°C have been investigated in a systematic way. As for the strain rate, it was decided to limit the study in a first step to a strain rate of 5.10-4 s-1 (referenced as the optimum strain rate for the superplasticity).
The evolution of the mechanical behavior of Ti-6AI-4V with an initially equiaxed microstructure was investigated as a function of temperature at low strain rate. The microstructural evolution and more particularly the grain size evolution of the different phases has been determining in describing the phenomena taking place. T he following conclusions are drawn from this work.
In particular, the excellent superplasticity of this alloy makes it possible to achieve weight and cost savings. Despite its commercial success, however, the superplastic forming of Ti-6Al-4V sheet is typically limited to material with a fine, equiaxed alpha grain size <10 µm) and processing conditions comprising high temperatures (8500°C) and low strain rates (~10-3 s-1).
Grain refinement is essential to obtain enhanced superplasticity at lower temperatures or high strain rates. For this purpose, severe plastic deformation (SPD) techniques, which have been developed recently, show great promise with regard to the production of bulk ultra-fine-grained (UFG) materials with grain sizes less than 1 µm without porosity or other defects.
In the early work by Mishra and Sergueeva, grain refinement in Ti-6Al-4V was achieved by using high-pressure torsion (HPT). However, HPT has very limited application due to the very small size of the disk-type samples and the inhomogeneous, nonequilibrium microstructures thus produced. Indeed, Salishchev et al. recently fabricated the UFG structure by means of multistep isothermal forging. Nevertheless, under conventional conditions (hot workpiece/cold tooling/high ram speed), special techniques have been found to be required to avoid the foundation of shear bands and shear failures during ECAP.
Although several previous efforts have been conducted on the processing of UFG Ti-6Al-4V, there has been no systematic study of the grain refinement via ECAP and the resulting superplasticity. Therefore, the purpose of the research was to develop a fundamental understanding of microstructure evolution and the possible enhancement of superplasticity in the low-temperature regime. To this end, samples of Ti-6AI-4V with a coarse starting alpha grain size were subjected to deformation processing under warm ECAP conditions and were subsequently evaluated using uniaxial tension and load-relaxation tests at temperatures -173 to -73°C lower than those typically required for superplasticity in this alloy.
The superplasticity and governing deformation mechanisms of Ti-6AI-4V fabricated by ECAP were established and compared to those of CG Ti-6AI-4V. A number of important conclusions were drawn from researches.
- Between room temperature and 650°C the regime is the conventional work hardening which is increasingly counterbalanced by recovery with increasing temperature.
- Between 650°C and 750°C dynamic recrystallization occurs.
- Between 750°C and SP deformation is active but influenced by dynamic recrystallization and dynamic grain growth. At 800°C all parameters are optimal for superplasticity.
- Above 950°C, dynamic grain growth is preponderant and causes, together with the increasing J3 phase fraction, the disappearance of superplasticity.
- A starting fully globular microstructure with an 11mm alpha grain size can be refined to ~0.3 µm with nearly equiaxed shape by imposing four ECAP passes under isothermal conditions at 600°C. The ultrafine alpha grains so produced are thermally stable (showing little grain growth) during annealing at temperatures to 873 K, indicating that only recovery occurs.
- The UFG Ti-6Al-4V deformed at 700°C shows much higher elongations compared to the CG samples. The elongation of the UFG material gradually increases with increasing temperature or decreasing strain rate, reaching a maximum of 480 pct at 973 K, thereby exhibiting low-temperature superplasticity.
- The ductility of both UFG and CG Ti-6Al-4V at warm working temperatures can be explained in terms of classical flow-localization models and measurements of the strain-rate-sensitivity and strain-hardening parameters.
Access Precise Properties of Titanium Alloys Now!
Total Materia Horizon contains property information for thousands of titanium alloys: composition, mechanical and physical properties on various temperatures, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.