Thixocasting
Abstract
Thixocasting is a prominent semi-solid metal processing route that enables the production of near-net shaped components with enhanced mechanical and aesthetic properties. This article examines the fundamental principles, advantages, and challenges of thixocasting technology. Despite its widespread industrial application, successful implementation requires precise control of critical processing parameters including liquid fraction, semi-solid temperature, injection speed, injection pressure, and die temperature. Recent research on AA7075 aluminum alloy demonstrates how various casting defects can affect mechanical properties, emphasizing the importance of stringent process control to achieve optimal results in thixocasting operations.
Introduction to Thixocasting Technology
Thixocasting represents one of the primary semi-solid processing routes in modern metallurgical practices. This technology allows for forming alloys into near-net shaped products with significantly improved mechanical and aesthetic characteristics. Although now widely implemented across various industries, several key processing parameters must be carefully controlled to ensure consistent product quality.
Semi-solid metal processing offers substantial advantages over conventional manufacturing technologies such as casting, forging, and powder metallurgy. The thixocasting process specifically enables the production of components with complex geometries, thin walls, excellent mechanical properties, and high dimensional accuracy. The distinctive feature of this process involves stirring the melt during solidification of a continuous cast bar to achieve a globulitic (spheroidal) microstructure, which is essential for optimal processing.
Advantages and Limitations of Thixocasting
Comparative Advantages
Compared with conventional casting technologies, thixocasting demonstrates several notable benefits:
- Lower forming temperature
- Significantly extended die life
- Higher part precision and dimensional accuracy
- Improved production efficiency
- Enhanced comprehensive mechanical properties
When compared to hot forging technologies, thixocasting offers:
- Substantially lower yield strength requirements
- Higher material fluidity
- Reduced forming loads
- Improved surface finish
- Single-step forming capability for complex geometries
This technology has been successfully applied to nonferrous metal forming with excellent results, though applications with ferrous metals remain more challenging.
Process Limitations
Despite its numerous advantages, thixocasting does present certain limitations. The process requires specialized feedstock with near-spherical primary crystals, which typically commands a premium price compared to standard casting materials. This specialized casting step adds to both production costs and time. Many manufacturers now seek alternative semi-solid processing methods that eliminate this additional step to achieve cost and time savings.
Experimental Process Parameters and Setup
Table 1 below shows production parameters for thixocasting.
Table 1. Production parameters for thixocasting
| Characteristic | Thixocasting |
| Material | A357 alloy in billets, obtained by electromagnetic stirring during the casting (Supplier: Pechiney) |
| Semi-solid slurry production | - Billet sizing - Induction reheating in vertical medium-frequency furnaces up to the semi-solid state |
| Slurry Temperature | 577 °C ± 2 °C |
| Metal need | 4000 g |
| Metal losses | 10 % |
| Tool | 2-cavity die with 4 hydraulic cylinders |
| Injection | Horizontal, with the slurry laying on the shot sleeve |
| Cycle time | 59 s |
| Scraps recycling | Scraps recycled by the supplier |
| Scraps rate | 3 % visual + 2 % X-Ray |
Research conducted by Killicli et al. revealed important microstructural features and casting defects in AA7075 aluminum alloy produced via thixocasting. Their experimental process utilized a cold chamber high-pressure die casting machine equipped with a medium-frequency induction heating generator.
Test specimens were formed at 611°C, corresponding to approximately 50% liquid fraction, with various injection speeds while maintaining a constant die temperature of 150°C. The liquid fraction calculations were derived from Differential Thermal Analysis (DTA) data.
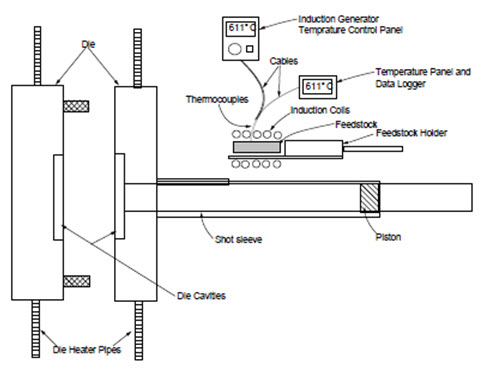
Figure 1: Schematic representation of experimental setup for thixocasting
Microstructural Analysis and Defect Identification
The AA7075 alloy components produced through thixocasting were prepared using standard metallographic procedures, including polishing with up to 0.1 μm colloidal silica and etching with Keller's reagent. Researchers employed both optical microscopy (Leica DM400M) and scanning electron microscopy (Jeol JSM 6060LV) to examine the microstructural features.

Figure 2: AA7075 alloy part produced by thixocasting
The experimental results identified several casting defects in the thixocast AA7075 aluminum alloy:
- Microporosity
- Microshrinkage
- Dendritic solidification in liquid pools
- Hot tearing in the liquid phase
- Microsegregation at grain boundaries
- Liquid segregation in sharp corners of the die
These defects were found to negatively impact the mechanical properties of the thixocast components. To minimize or eliminate these casting defects, researchers emphasized the critical importance of tightly controlling key thixocasting process parameters, including:
- Liquid fraction/semi-solid temperature
- Injection speed
- Injection pressure
- Die temperature
Conclusion
Thixocasting offers significant advantages for producing complex, high-quality metal components with excellent mechanical properties and dimensional accuracy. However, successful implementation requires precise control of processing parameters to avoid common casting defects. With ongoing research and development, this technology continues to evolve as an important manufacturing process for advanced metal components, particularly in nonferrous alloy applications.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.