Squeeze Casting Process: Part Two
Abstract
Squeeze casting is simple and economical, efficient in its use of raw material, and has excellent potential for automated operation at high rates of production. The process generates the highest mechanical properties attainable in a cast product. The microstructural refinement and integrity of squeeze cast products are desirable for many critical applications.
Squeeze casting is simple and economical, efficient in its use of raw material, and has excellent potential for automated operation at high rates of production. The process generates the highest mechanical properties attainable in a cast product. The microstructural refinement and integrity of squeeze cast products are desirable for many critical applications.
As shown in the Part One, squeeze casting consists of metering liquid metal into a preheated, lubricated die and forging the metal while it solidifies. The load is applied shortly after the metal begins to freeze and is maintained until the entire casting has solidified. Casting ejection and handling are done in much the same way as in closed die forging.
Typical application of this casting technology is for the production of the parts of Al-4.5wt pct Cu considering that regular casting of this material is highly problematic due to casting defects like segregation, cracks, and lunkers.
The formation of macrodefects in squeeze casting, such as macrosegregates and shrinkage defects, is closely related to the solidification sequences and characteristics. The die temperature, which is one of the important process parameters, affects temperature gradient and solidification rate in squeeze casting. The formation of macrodefects in the squeeze casting of an Al-4.5 wt pct Cu alloy as functions of die temperature and applied pressure. The effect of pouring temperature was examined for three cases, 810°C, 760°C, and 680°C. In the present study, shrinkage defects indicate porosities caused by gas or solidification shrinkage. As shown, there are three types of macrodefects: macrosegregation only, both macrosegregation and shrinkage defects, and shrinkage defects only.
Humidity, which depends upon the season, is also an important factor affecting the formation of casting defects. Thus, the regions for both macrosegregation and shrinkage defects widen with an increase in humidity, which makes it difficult to obtain sound castings. Further, the influence of humidity increases with an increase in the pouring temperature.
In the squeeze casting process, the delay time, which is necessary for the pressurization of the melt after pouring, should be shortened in order to prevent the start of solidification prior to pressurization.
The columnar-to-equiaxed transition and the grain refinement in the squeeze casting of an Al-4.5 wt pct Cu alloy were found with a decrease of the pouring temperature. In order to investigate the correlation of the formation of macrosegregates with microstructural evolution, the squeeze casting of an Al-4.5 wt pct Cu alloy was performed as a function of pouring temperature.
Types of Macrosegregation in Squeeze-Cast Al-4.5 Wt Pct Cu
Four types of macrosegregation were found in squeeze-cast AI-4.5 wt pct Cu, as shown in Figure 1: (a) V-type channel segregation, (b) centerline segregation, (c) pipe segregation, and (d) minor segregation.
A qualitative explanation on the formation of V-type macrosegregates in squeeze-cast Al-4.5 wt pct Cu was first reported by Fuji et al. According to their research, V segregates form as a consequence of the filling of shrinkage porosity with the solute-enriched liquid by applied pressure during solidification. The previous studies have mainly mentioned channel macrosegregates in squeeze-cast Al-4.5 wt pct Cu, which formed under relatively higher applied pressures.
These explanations cannot be applied to explain the formation of other types of macrosegregation, shown in Figures 1(b) through (d). When the pouring temperature is very low, near the liquidus temperature, heat removal from the side wall of the die might dominate the solidification sequences (from the die to the centerline), leading to the formation of centerline shrinkage.
However, pressurization with relatively high pressure during solidification causes the center-line shrinkage to be filled with solute enriched liquid, resulting in the fullfiliation of centerline segregates, as shown in Figure 1(b). In the case of gravity casting, pipe shrinkage defects are usually found on top of the ingot, since solidification in this region occurs last. When the delay time for pressurization is long, the solidification pattern becomes similar to that of gravity casting. Solute-enriched liquid can easily be extruded into the pipe shrinkage by pressurization.
Prevention of the Formation of Macrosegregation
As mentioned before, there are several types of macro segregation in squeeze-cast Al-4.5 wt pct Cu, which form under different process conditions. Some qualitative suggestions have been made to avoid or alleviate the formation of macrosegregates in squeeze castings. In the case of channel segregates, some authors suggested that macrosegregates can be reduced by increasing the pouring and die temperatures and that the delay time and the applied pressure do not affect the formation of macrosegregation, while other authors suggested that increasing the die temperature and minimizing the delay time decrease the formation of macrosegregation.
The segregation tendency increases with an increase in the applied pressure and a decrease in grain size. On the other hand, some authors suggested that the applied pressure and the pouring temperature have only a minor effect upon the formation of channel segregates. In the case of centerline segregation, decreasing the pouring and die temperatures can decrease the centerline segregation, and that directional solidification from top-to- bottom instead of wall-to-centerline might decrease the segregation.
It was found that the process parameters, pouring temperature, die temperature, applied pressure, delay time, and humidity are closely related to the formation of macrosegregation in different ways. Two kinds of critical pressures were defined based on the experimental results: one is the critical applied pressure PSC under which shrinkage defects form, and the other is the critical applied pressure PMS above which macro segregates form.
In general, the process parameters are optimized for each component geometry to be squeeze cast. Maintaining established optimized parameters is critical to the quality and reproducibility of the squeeze cast components. Failure to do so can result in one or more of the following defects.
The root causes of these defects, as well as methods for their control, are described below.
Oxide inclusions result from the failure to maintain clean melt-handling and melt- transfer systems. To minimize the likelihood of introducing metallic inclusions, filters should be included within the melt-transfer system, or molten metal turbulence should be minimized when filling the die cavity. Preventing foreign objects from entering open dies is also helpful.
Porosity and voids can occur when insufficient pressure is applied during squeeze casting operations. Porosity and/or voids are usually eliminated by increasing the casting pressure when the other variables are optimized.
Extrusion Segregation. The relative microsegregation that occurs in squeeze cast components is much less than that in other cast components. Such defects can be avoided by designing dies properly, by using a multiple gate system, by increasing die temperature, or by decreasing delay time before die closure.
Centerline segregation is a defect that is normally encountered with high-alloy wrought aluminum alloys at lower solute temperatures. As solidification begins on the die walls, the liquid phase becomes more concentrated with the lower-melting solute, which is trapped within the center areas of the extruded projections or more massive areas of the casting. Such defects are avoided by increasing die temperature, by minimizing die closure time, or by selecting an alternative alloy.
Blistering. Air or gas from the melt that is trapped below the surface during turbulent die filling forms blisters on the cast surface upon the release of pressure or during sub- sequent solution heat treatments. Methods of avoiding such defects include degassing the melt and preheating the handling transfer equipment, using a slower die closing speed, increasing the die and punch venting, and reducing the pouring temperature.
Cold laps are caused by molten metal overlapping previously solidified layers, with incomplete bonding between the two. To alleviate cold laps, it is necessary to increase the pouring temperature or the die temperature. Reducing the die closure time has also been found to be beneficial.
Hot tearing takes place in alloys that have an extended freezing range. When solid and liquid coexist over a wide range of temperatures, contraction of the solid around the rigid mold surface can initiate rupture in partially solidified regions. The methods used to avoid hot tearing in squeeze cast products include reducing the pouring temperature, reducing the die temperature, increasing the pressurization time, and increasing the draft angles on the casting.
Sticking. A thin layer of casting skin adheres to the die surface because of rapid cycling of the process without sufficient die/punch cooling and lubrication. To avoid sticking, it is recommended to decrease die temperature or pouring temperature.
Extrusion debonding takes place when the casting has deeply extruded details and the metal remains in the open die for a long period of time before it is extruded to fill the die cavity. The oxide present on the partially solidified crust in the die remains there after the melt has been extruded around it, resulting in the absence of a metal-to-metal bond at oxide stringer locations. Extrusion debonding can be prevented by increasing the tooling temperature or the pouring temperature. Decreasing the die closure time can reduce the oxide formation on the semi- liquid metal present in the die.
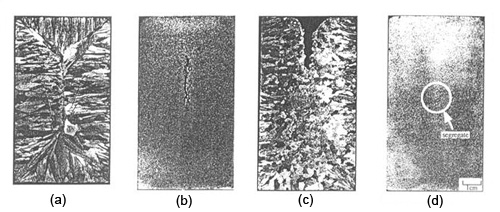
Figure 1: Typical types of macro segregation in the squeeze casting of an AI-4.5 wt pct Cu alloy with Tp = 200°C:
(a) V-type segregates formed at Tp = 810°C, tp = 4 s, and P = 35 MPa;
(b) centerline segregates formed at Tp = 650°C, tp = 4 s, and P = 100 MPa;
(c) pipe segregates formed at Tp = 760°C, tp = 42 s, and P = 100 MPa; and
(d) minor segregates formed at Tp = 650°C, tp = 4 s, and P = 29 MPa.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.