Advanced Structural Steels: Part One
Improving the safety of structures under specific service conditions has been the driving force for intensive research in the area of high strength steels. Therefore, in addition to produciong steel with the required mechanical properties (strength, toughness), it is increasingly necessary to satisfy processing requirements like weldability, machinability, formability, recyclability, corrosion resistance, health legislature, and more.
While requirements for the strength of steel have been relatively easy to achieve, toughness and finalization technology have been more problematic.
Introduction
The development of structural steels that can meet all requirements together with reasonably low costs of production and fabrication is an eternal challenge. Advanced structural steels used nowadays are high strength, micro-alloyed steels, obtained by means of a suitable combination of chemical composition and thermo-mechanical treatment parameters in order to have a correct balance between strength, toughness and weldability. In this paper, the principles of improving and enhancement of structural steels grades X80 – X120 are presented.
High Strength Structural Steels
Improving the safety of structures under specific service conditions has been the driving force for intensive research in the area of high strength steels. Therefore, in addition to produciong steel with the required mechanical properties (strength, toughness), it is increasingly necessary to satisfy processing requirements like weldability, machinability, formability, recyclability, corrosion resistance, health legislature, and more. While requirements for the strength of steel have been relatively easy to achieve, toughness and finalization technology have been more problematic.
Main strengthening mechanisms in steels are:
(i) Dislocation strengthening – the resistance to dislocation movement due to the obstacles produced by other dislocations. The limitations of this mechanism come from the saturation of structure with dislocations.
(ii) Grain boundary strengthening - the resistance to dislocation movement due to the presence of grain boundaries. Grains can be refined to very small size, leading to very high strength. This mechanism shows no limitations.
(iii) Solid solution strengthening - the resistance to dislocation movement due to the presence of interstitionally or substitutionally soluted atoms in crystal lattice. The limitation of this mechanism is imposed by the solubility product in each alloying system.
(iv) Precipitation (particle) strengthening - the resistance to dislocation movement due to the presence of second phase particles. Second phase particles may be dispersoids (stable particles mechanically added and then sintered) or precipitates (particles formed from supersaturated solid solution). The latter type is more present in practice. The limitation of this mechanism is governed by the influence of the size and shape on toughness, not on the strengthening.
(v) Texture strengthening - the resistance to dislocation movement due to the presence of texture – preferred orientation in structure.
(vi) Phase transformation strengthening - the resistance to dislocation movement due to the presence of newly formed phases introduced by the phase transformation that starts simultaneously with deformation. This mechanism gives new opportunities and can be treated as the main research challenge in the future.
Knowing all six mechanisms, the dominant mechanism is (ii) grain boundary strengthening, because the influence on the grain size can be accomplished by modification of the chemical composition, production parameters and/or routes.
The influence of the grain size on the yield strength is given by Hall-Petch equation (1):
 (1)
(1)
where:
σ0 – yield strength, MPa
σt – Yield strength of single crystal, MPa
k – Hall–Petch factor, MPamm-1
d – grain size, mm
The toughness of steel depends on large number of factors, both chemical and processing. Therefore, the quantitative expression of fracture condition for an infinitely large plate with through-thickness crack is given by equation (2).
 (2)
(2)
where:
KIC – Minimal critical stress intensity factor, a materials property
σ - Design stress, which represents service conditions
a – Allowable flaw size or NDT flaw detection resolution, a defect like feature
The significance of the equation (2) is that it has correlated materials property, service conditions and all features that acts as stress concentrators. In the latter group, the dominant roles have cracks and large and sharp particles (no matter if they are precipitates or impurities). Therefore, it is clear that all mistakes/defects during production will decrease the toughness. On the other hand, if the control of second phase particles is possible, together with avoidance of cracks during machining and/or heat treatment, the most beneficial effect on toughness has grain size, since in that case the grain size is the size value in equation 2.
Therefore, since the grain refinement is the only mechanism capable of improving simultaneously strength and toughness, it is clear that production of high strength structural steels has mainly been related to grain refinement processing routes. The main direction in the development of new steel grades has been the decrease of transition temperature with grain refinement, as given in Figure 1.
The development of high strength steels is shown in Figure 2. In early 1970-ies, the main processing route used for development of high strength structural steels was well known combination of rolling and heat treatment. Later, after the introduction of thermomechanical treatment, new modified generations of high strength were ready for field application. This approach, with constant improvements, is still the dominant high strength structural steels production technology. Finally, advanced structural steels are the ones in which small addition of alloying elements lead to intensive grain refinement.
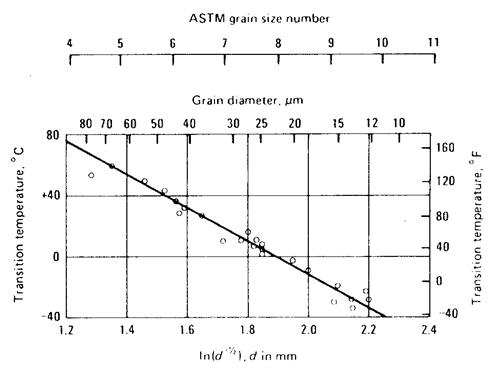
Figure 1: The decrease of transition temperature with grain refinement.
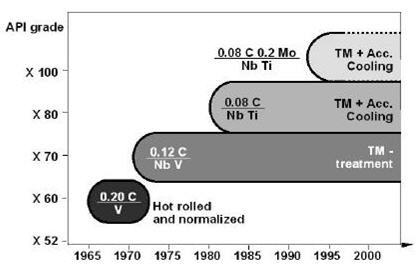
Figure 2: The development of high-strength steels.
Fine Grained High Strength Structural Steels
First grades of high strength structural steels were produced by normalizing. Steel was rolled at high temperatures with aim to enhance full recrystallization between passes, i.e. to provide uniform grain size distribution and low rolling loads. After the final pass, plates were usually let to cool on still air. Therefore, the final microstructure was obtained after cooling to room temperature, i.e. after the decomposition of recrystallized austenite.
To emphasize the grain refinement, these steels usually contained additions like Ni, Cr, Mo, V, Nb or Ti. Also, these steels were characterized by carbon content close to 0.2% (or up to 0.25%C in some cases), which enabled even to produce them by quenching and tempering.
The microstructure was ferritic or low pearlitic with very small grains. The latter feature led to the nickname “Fine-grained steels”. The strength was very good, due to refining, solid solution and precipitation hardening. On the other side, good toughness was provided by very small content of sulfur and other impurities. These steels had relatively good weldability, due to balanced alloying.
These steels however have reached their limits in properties. Further improvements couldn’t be achieved, because it could have been done only by increasing the carbon content, which would lead to very poor weldability. Therefore, a new production route had to be introduced for further development of structural steels.