Isostatic Pressing
Abstract
Isostatic pressing, developed since the mid-1950s, represents a significant advancement in manufacturing technology that offers precision forming, enhanced material properties, and cost reduction through the elimination of certain machining processes. This article examines the three principal techniques: Cold Isostatic Pressing (CIP), Warm Isostatic Pressing (WIP), and Hot Isostatic Pressing (HIP), exploring their unique advantages, limitations, and applications across various industries. By applying uniform pressure from all directions, isostatic pressing enables the production of complex shapes with consistent density and improved performance characteristics, making it a valuable process for manufacturing ceramics, metals, pharmaceuticals, and other materials.
Introduction to Isostatic Pressing Technology
The isostatic pressing process, pioneered in the mid-1950s, has evolved from an experimental research technique to an essential production method in modern manufacturing. This technology has gained widespread adoption across multiple industries for powder consolidation and defect remediation in castings. Its versatility makes it suitable for processing various materials, including ceramics, metals, composites, plastics, and carbon.
The fundamental principle of isostatic pressing involves applying uniform pressure equally across the entire product surface, regardless of geometric complexity or size. This uniform pressure distribution provides unique advantages for ceramic and refractory applications. One of the primary driving forces behind its commercial development has been the ability to form products to precise tolerances, significantly reducing the need for expensive post-processing machining operations.
Types of Isostatic Pressing Methods
Three distinct methodologies exist within the isostatic pressing family, each with specific characteristics and applications:
Cold Isostatic Pressing (CIP) operates at room temperature and is primarily employed to consolidate ceramic or refractory powders contained within elastomeric bags. This method produces uniform green density throughout the part and can create complex shapes without the need for wax.
Warm Isostatic Pressing (WIP) follows similar principles to CIP but operates at temperatures up to approximately 100°C. This slight temperature increase facilitates certain forming processes and can eliminate the need for post-sintering in some applications.
Hot Isostatic Pressing (HIP) simultaneously applies high temperature (up to 2200°C) and pressure to achieve fully dense parts approaching 100% theoretical density. HIP is particularly valuable for engineered ceramics requiring optimal properties for high-performance applications.
Table 1. Comparison of Isostatic Pressing Methods
| Method | Advantages | Limitations | Cycle Time |
| Cold (room temperature) | Uniform green density | Slower than uniaxial pressing | 5-30 min for wet bag |
| Waxless, complex shapes | Parts may require post-machining | <1 min for dry bag | |
| Wet-bag: various shapes per cycle | |||
| Dry-bag: automated, one part at a time | |||
| Warm (100°C) | Cost-effective for different shaped parts | Only suitable for specific applications | 3-5 min |
| Eliminates post sintering | |||
| Hot (2200°C) | Improves mechanical and physical properties | Cycle times can be slow | 10-15h |
| Near net shape | |||
| Full density |
Working Principles of Isostatic Pressing
Isostatic pressing enables the production of various materials from powder compacts by systematically reducing the porosity of powder mixtures. The process confines the material powder within a flexible membrane or hermetic container that serves as a pressure barrier between the powder and the pressurizing medium (liquid or gas).
The key differentiating factor of isostatic pressing compared to traditional forming methods is that pressure is applied equally from all directions. This uniform compression results in consistent density distribution throughout the part, regardless of its geometric complexity. The process eliminates many of the constraints associated with unidirectional compaction in rigid dies.
In pharmaceutical applications, isostatic presses are widely used to compress particles and raw materials into predetermined shapes. The uniform compaction pressure ensures homogeneous density distribution in the final product, making it one of the most common pharmaceutical processing machines.
Advantages of Isostatic Pressing Technology
Isostatic pressing offers several significant advantages over conventional forming techniques:
- The powder is compacted with equal pressure in all directions, eliminating the need for lubricants and enabling high and uniform density throughout the part.
- The process removes many geometrical constraints inherent to unidirectional compaction in rigid dies, allowing for more complex part shapes.
- It is particularly effective for difficult-to-compact and expensive materials such as superalloys, titanium, tool steels, stainless steel, and beryllium, with highly efficient material utilization.
- The technology enables near-net-shape manufacturing for many applications, reducing material waste and post-processing requirements.
Industrial Applications of Isostatic Pressing
Isostatic pressing has found widespread applications across numerous industries due to its unique capabilities:
- Pharmaceuticals: Production of tablets and medical compounds with consistent density
- Explosives: Manufacturing of explosive compounds with uniform properties
- Chemicals: Processing of chemical compounds
- Food Industry: Food processing applications
- Nuclear Sector: Production of nuclear fuel and related components
- Electronics: Manufacturing of ferrites and other electronic components
- Aerospace: Production of high-performance components from superalloys
- Medical Devices: Creation of implants and specialized medical components
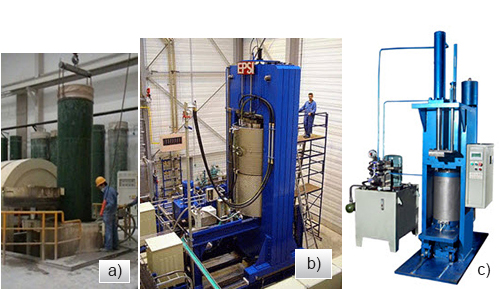
Figure 1: a) Cold isostatic press b) Hot isostatic press c) Warm isostatic press
Conclusion
Isostatic pressing technology has revolutionized manufacturing processes across multiple industries by enabling the production of complex components with uniform density and enhanced material properties. From its origins in the mid-1950s, the technology has evolved to encompass cold, warm, and hot processing techniques, each offering unique advantages for specific applications.
As manufacturing industries continue to demand higher precision, improved performance, and cost reduction, isostatic pressing remains an essential technology that delivers these benefits through its unique approach to material forming. The ability to apply uniform pressure from all directions enables manufacturers to create components that would be difficult or impossible to produce using conventional forming methods, solidifying isostatic pressing's position as a critical advanced manufacturing technology.
Find Instantly Precise Material Properties!
Total Materia Horizon contains physical, thermal and electrical properties for hundreds of thousands of materials, for different temperatures, and much more.
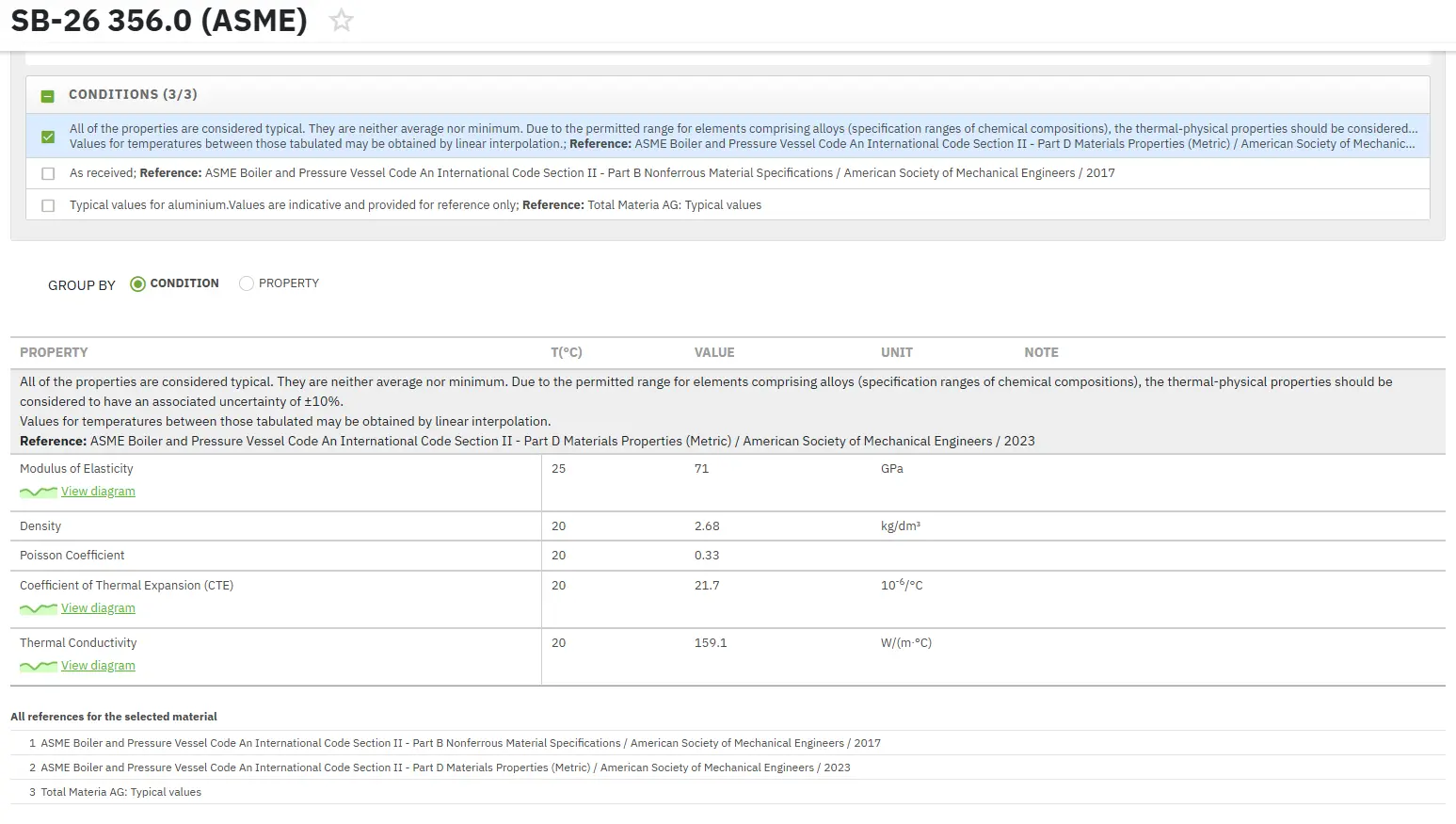
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.