Processing of Microalloyed Forging Steels
Abstract
The driving force behind the development of microalloyed forging steels has been the need to reduce manufacturing costs. This is accomplished in these materials by means of a simplified thermomechanical treatment (that is, a controlled cooling following hot forging) that achieves the desired properties without the separate quenching and tempering treatments required by conventional carbon and alloy steels.
The driving force behind the development of microalloyed forging steels has been the need to reduce manufacturing costs. This is accomplished in these materials by means of a simplified thermomechanical treatment (that is, a controlled cooling following hot forging) that achieves the desired properties without the separate quenching and tempering treatments required by conventional carbon and alloy steels. Figure 1 shows typical thermal cycles for conventional quench and temper and for microalloy process routes.
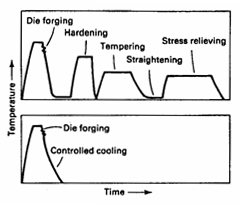
Fig. 1 Processing cycles for conventional quenched-and-tempered steels (top) and microalloyed steels (bottom)
Control of Properties
In order to realize the full strengthening potential of microalloying additions, it is necessary to use a soaking temperature prior to forging that is high enough to dissolve all vanadium-bearing precipitates. A soaking temperature above 1100°C (2010°F) is preferred. Rapid induction heating methods for bar and billet to conventional commercial forging temperatures of 1250°C are acceptable and allow sufficient time for the dissolution of the micro alloying constituents.Tensile strength decreases slightly as the finish forging temperature is reduced, but there is not significant effect on yield strength. Ductility and toughness show a significant increase with a reduction in finishing temperature; this is due to grain refinement of the austenite and increased ferrite content. Forgers are beginning to use this approach to enhance the toughness of as-forged microalloyed steel; however, low finish forging temperatures are often avoided to minimize die wear. The specified properties of microalloyed forging steels can be achieved over a wide range of finishing temperatures.
One of the most important processing factors affecting the properties of as-forged micro alloyed steels is the post forging cooling procedure. Increasing the cooling rate generally increases the yield and tensile strength because it enhances grain refinement and precipitation hardening. At high cooling rates, an optimum can be reached; above this rate the strength reduces due to the suppression of precipitation and the introduction of low-temperature transformation products.
The optimal cooling rate and maximum hardness are significantly influenced by the alloy and residual element content of the steel. Nevertheless, through control of the steel composition it is possible to ensure that the specified mechanical properties are achieved over a wide range of section sizes and cooling conditions.
Effects of Microalloying Elements
The combination of low-carbon and very low alloying content in High-Strength Low-Alloy (HSLA) steels does not affect processing significantly. For example, niobium or niobium-titanium HSLA steels develop high drawability values in interstitial-free steels. Dual-phase steels, which feature hard martensite particles in a soft ductile ferrite matrix are also highly formable. The low-carbon content of HSLA also makes them highly weldable. The machinability of HSLA steels is also comparable to carbon steels. Improved machining characteristics can be achieved by using inclusion-shape-controlled HSLA steels.The only challenge associated with processing of HSLA steels has been associated with forging. The application of microalloying technology to forging steels has lagged behind that of flat-rolled products because of the different property requirements and thermomechanical processing of forging steels.
Forging steels are commonly used in applications in which high strength, fatigue resistance, and wear resistance are required. These requirements are most often filled by medium-carbon steels. Thus, the development of microalloyed forging steels has centered on grades containing 0.30 to 0.50% C, although steels with carbon contents as low as 0.20% have also been developed.
Effects of Microalloying Elements on Forging
Carbon. Most of the microalloyed steels developed for forging have carbon contents ranging from 0.30 to 0.50%, which is high enough to form a large amount of pearlite. The pearlite is responsible for substantial strengthening. This level of carbon also decreases the solubility of the microalloying constituents in austenite.Niobium, Vanadium, and Titanium. Formation of carbonitride precipitates is the other major strengthening mechanism of microalloyed forging steels. Vanadium, in amounts ranging from 0.05 to 0.2%, is the most common microalloying addition used in forging steels. Niobium and titanium enhance strength and toughness by providing control of austenite grain size. Often niobium is used in combination with vanadium to obtain the benefits of austenite grain size control (from niobium) and carbonitride precipitation (from vanadium).
Manganese is used in relatively large amounts (1.4 to 1.5%) in many microalloyed forging steels. It tends to reduce the cementite plate thickness while maintaining the interlamellar spacing of pearlite developed; thus high manganese levels require lower carbon contents to retain the large amounts of pearlite required for high hardness. Manganese also provides substantial solid solution strengthening, enhances the solubility of vanadium carbonitrides, and lowers the solvus temperature for these phases.
The silicon content of most commercial microalloyed forging steels is about 0.30%; some grades contain up to 0.70%. Higher silicon contents are associated with significantly higher toughness, apparently because of an increased amount of ferrite relative to that formed in ferrite-pearlite steels with lower silicon contents.
Sulfur. Many microalloyed forging steels, particularly those destined for use in automotive forgings in which machinability is critical, have relatively high sulfur contents. The higher sulfur contents contribute to their machinability, which is comparable to that of quenched-and-tempered steels.
Aluminum and Nitrogen. As in hardenable fine-grain steels, aluminum is important for austenite grain size control in microalloyed steels. The mechanism of aluminum grain size control is the formation of aluminum nitride particles. It has been shown that nitrogen is the major interstitial component of vanadium carbonitride. For this reason, moderate to high nitrogen contents are required in vanadium-containing microalloyed steels to promote effective precipitate strengthening.
Find Instantly Properties of Forging Materials!
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.