Fracture of Steel: Part One
Abstract
There are thousands of steels available today, each one characterized by a particular trade name or alloy composition. Although a quantitative value of fracture toughness parameters (e.g., NDT temperature and KIC) for each grade would greatly facilitate the selection of a material for a particular application, these parameters are available for only a very few of the steels.
There are primarily two reasons for this. First, because a wide range of microstructures can be obtained in a steel of given alloy composition. Secondly, because the concentration of fabrication defects is extremely sensitive to mill practice.
There are literally thousands of steels available today, each one characterized by a particular trade name or alloy composition. Although a quantitative value of fracture toughness parameters (e.g., NDT temperature and KIC) for each grade would greatly facilitate the selection of a material for a particular application, these parameters are available for only a very few of the steels.
There are primarily two reasons for this. First, because a wide range of microstructures can be obtained in a steel of given alloy composition, simply by variations in thermomechanical treatment. Secondly, because the concentration of fabrication defects (i.e., blow holes, inclusions, and so on) is extremely sensitive to mill practice and can vary between heats of steel of the same composition or even in different parts of the same billet.
Since it is microstructure and defect concentration that primarily determine toughness, rather than composition per se, a large variation in toughness can be produced in a given steel simply by varying the thermomechanical treatment and fabrication practice.
A detailed understanding of the fracture of steel therefore requires an understanding of both the physical metallurgical aspects of the material (e.g., what microstructure will result from a given heat treatment) as well as an understanding of how this particular microstructure affects the toughness of a structure of given geometry.
The Fracture of Ferritic-Pearlitic Steels
Ferritic-pearlitic steels account for most of the steel tonnage produced today. They are iron-carbon alloys that generally contain 0.05-0.20% carbon and a few per cent of other alloying elements that are added to increase yield strength and toughness.
In these steels the microstructure consists of BCC iron (ferrite), containing about 0.01% carbon and soluble alloying elements, and Fe3C (cementite). In very low carbon steels the cementite particles (carbides) lie in the ferrite grain boundaries and grains, but when the carbon content is greater than about 0.02%, most of the Fe3C forms a lamellar structure with some of the ferrite. This lamellar structure is called pearlite and it tends to exist as "grains" or nodules, dispersed in the ferrite matrix. In low carbon (0.10-0.20%) steel (i.e., mild steel) the pearlite accounts for between 10-25% of the microstructure.
Although the pearlite grains are very hard, they are so widely dispersed that the ferrite matrix can deform around them with little difficulty. It should be noted, however, that the ferrite grain size generally decreases with increasing pearlite content because the formation of pearlite nodules during the transformation interferes with ferrite grain growth. Consequently the pearlite can indirectly raise σy by raising d-1/2.
From the point of view of fracture analysis, two ranges of carbon content are of most interest in the low carbon steels: (1) steels containing less than 0.03% carbon where the presence of pearlite nodules has little effect on toughness, and (2) steels containing higher carbon contents where the pearlite does have a direct effect on toughness and the shape of the Charpy curve.
The effect of processing variables. It has been pointed out that the impact properties of water-quenched steels are superior to those of annealed or normalized steels because the fast cooling rate prevents the formation of grain boundary cementite and causes a refinement of ferrite grain size.
Many commercial grades of steel are sold in the "hot-rolled" condition and the rolling treatments have a considerable effect on impact properties. Rolling to a lower finishing temperature (controlled rolling) lowers the impact-transition temperature. This results from the increased cooling rate and corresponding reduced ferrite grain size. Since thick plates cool more slowly than thin ones, thick plates will have a larger ferrite grain size and hence are more brittle than thin ones after the same thermomechanical treatment. Therefore, post rolling normalizing treatments are frequently given in order to improve the properties of rolled plate.
Hot rolling also produces an anisotropic or directional toughness owing to combinations of texturing, pearlite banding, and the alignment of inclusions and grain boundaries in the rolling direction. Texturing is not considered to be important in most low carbon steels. Pearlite bands (due to phosphorous segregation during casting) and elongated inclusions are dispersed on too coarse a scale to have an appreciable effect on notch toughness at the low temperature end of the Charpy transition temperature range.
The effect of ferrite-soluble alloying elements. Most alloying elements that are added to low carbon steel produce some solid solution hardening at ambient temperature and thereby raise the lattice friction stress σi.
It is important to appreciate that equation cannot be used to predict the lower yield stress unless the resultant grain size is known. This, of course, depends on factors such as normalizing temperature and cooling rate. The importance of this type of approach is that it allows prediction of the extent that individual alloying elements will decrease toughness by increasing σi, since NDT increases by about 2°C per ksi increase in σi.
Regression analyses for NDT temperatures or other Charpy transition temperatures have not been reported at this time and it is only possible to discuss the effects of the individual alloying additions on a qualitative basis.
Manganese. Most commercial steels contain about 0.5% manganese to serve as a deoxidizer and to tie up sulfur as manganese sulfide, thereby preventing the occurrence of hot-cracking. In low carbon steels this effect is outweighed by the ability of manganese:
- to decrease the tendency for the formation of films of grain boundary cementite in air-cooled or furnace-cooled specimens containing 0.05% carbon, thereby lowering the value of γm;
- to cause a slight reduction in ferrite grain size;
- to produce a much finer pearlite structure.
The first two of these effects account for the lowering of the NDT temperature with increasing Mn additions. The third effect as well as the first cause the Charpy curves to become sharper.
In steels containing higher carbon contents the effect of manganese on the 50% transition temperature is less pronounced, probably because the amount of pearlite rather than the distribution of grain boundary cementite is the most important factor in determining this transition temperature when the pearlite content is high. It should also be noted that if the carbon content is relatively high (greater than 0.15%) a high manganese content may have a detrimental effect on the impact properties of normalized steels because the high hardenability of the steel causes the austenite to transform to the brittle upper bainite structure rather than ferrite or pearlite.
Nickel. Nickel, like manganese, is able to improve the toughness of iron carbon alloys. The magnitude of the effort is dependent on carbon content and heat treatment. In very low (about 0.02%) carbon steels, nickel additions up to 2% are able to prevent the formation of grain boundary cementite in hot-rolled and normalized alloys and cause a substantial decrease in the initiation-transition temperature TS(N), and a sharpening of the Charpy curves.
Further additions of nickel produce substantially smaller improvements in impact properties. In alloys containing carbon contents lower than this, such that carbides are not present after normalizing, nickel has a smaller effect on the transition temperature. The principal beneficial effect of nickel additions to commercial steels containing about 0.1% carbon results from the substantial grain-size refinement and reduction of free nitrogen content after normalizing. The reasons for this behavior are not clear at present; it may be related to the fact that nickel is an austenite stabilizer and consequently lowers the temperature at which the austenite decomposition will take place.
Phosphorous. In pure iron-phosphorus alloys, intergranular embrittlement can occur from the segregation of phosphorous at ferrite grain boundaries, which lowers the value of γm. Also, phosphorus additions produce a significant increase in σi and a coarsening of ferrite grain size since phosphorus is a ferrite stabilizer. These effects combine to make phosphorus an extremely effective embrittling agent, even when fracture occurs transgranularly.
Silicon. Silicon is added to some commercial steels to deoxidize or "kill" them, and in this respect the silicon produces beneficial effects on impact properties. When manganese and aluminum are present, a large fraction of the silicon is dissolved in the ferrite and this raises σi by solid solution hardening. This effect, coupled with the fact that silicon additions raise ky, causes the 50% transition temperature to increase by about 44°C per wt per cent silicon in iron-carbon alloys of constant grain size. In addition, silicon, like phosphorus, is a ferrite stabilizer and hence promotes ferrite grain growth. The net effect of silicon additions in normalized alloys is to raise the average energy-transition temperature by about 60°C per wt per cent silicon added.
Aluminum. The effect of alloying or killing a steel with aluminum is twofold. First, the aluminum combines with some of the nitrogen in solution to form AlN. The removal of this free nitrogen leads to a decrease in transition temperature because σi is decreased and γm/ky is increased, as described above. Second, the AlN particles that form interfere with ferrite grain growth and consequently refine the ferrite grain size. These combined effects cause the transition temperature to decrease about 40°C per 0.1% aluminum added. However, additions of aluminum greater than that required to tie up the nitrogen have little effect.
Oxygen. Oxygen additions promote intergranular fracture in iron alloys. These fractures are thought to result from the segregation of oxygen to ferrite grain boundaries. In alloys that contain a high oxygen content (greater than 0.01 %), fracture occurs along the continuous path provided by the embrittled grain boundary.
In alloys of lower oxygen content, cracks are nucleated at the grain boundary and then propagate transgranularly. The problem of oxygen embrittlement can be solved by the addition of deoxidizing elements such as carbon, manganese, silicon, aluminum, and zirconium, which react with the oxygen to form oxide particles, thereby removing the oxygen from the boundary region. These oxide particles are beneficial in their own right because they retard the growth of the ferrite grains, thereby increasing d-1/2.
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
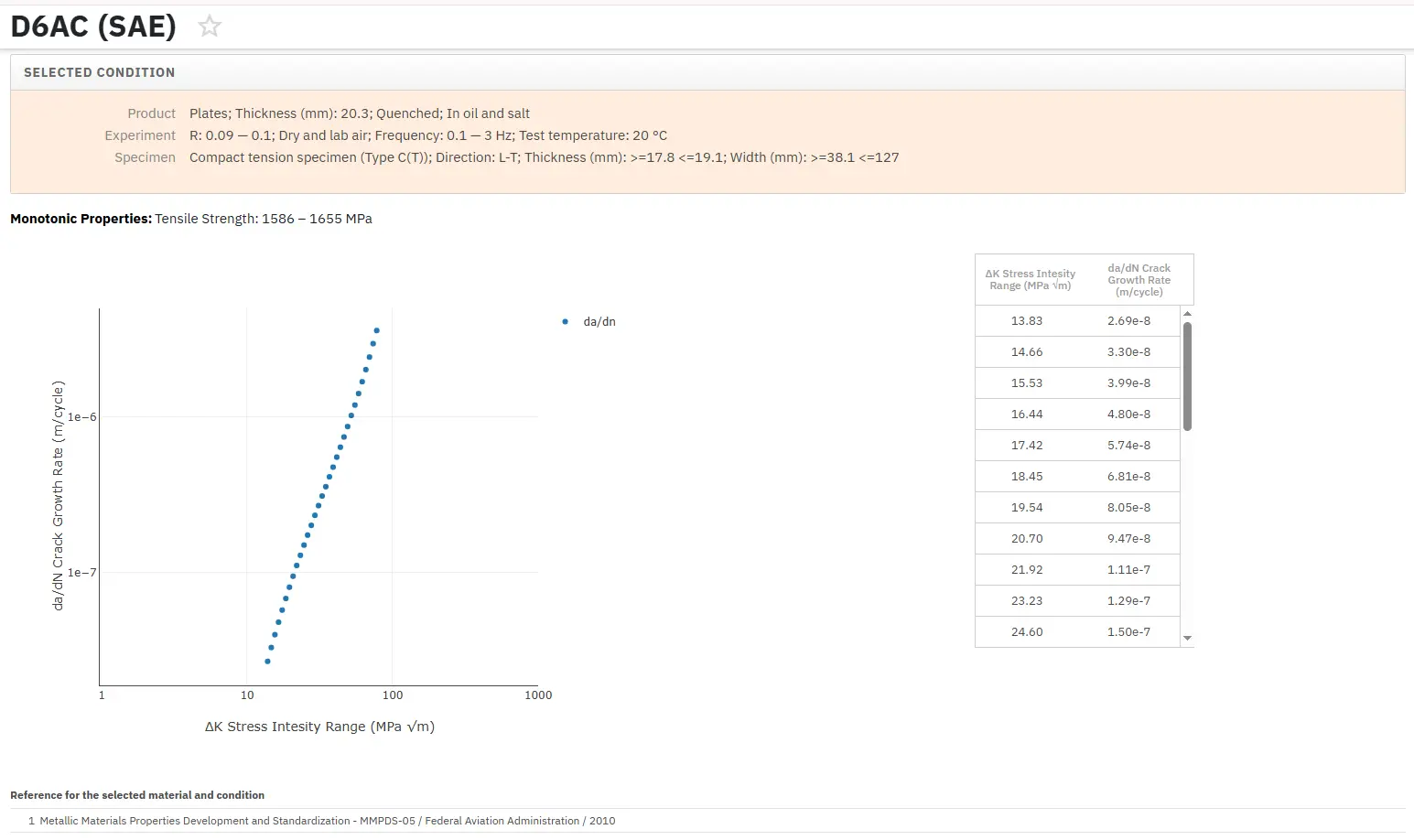
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.