From the History of Iron and Steel Making: Part Two
Abstract
In the Voelklingen Ironworks, which was founded in 1883 and now is awarded the status of a World Cultural Heritage by UNESCO, history of creating the wind element can be seen directly. The heart of the entire plant is over 6000 m² (65000 sq feet) large blowerhouse, in which gigantic machines produced the blast necessary for iron making.
Fire, water and wind are the essential elements of the ironworks. The wind fans the fire and gives it the power to melt the iron; the cooling effects of the water holds the destructive power of fire under control.
In the Voelklingen Ironworks, which was founded in 1883 and now is awarded the status of a World Cultural Heritage by UNESCO, history of creating the wind element can be seen directly. The heart of the entire plant is over 6000 m² (65000 sq feet) large blowerhouse, in which gigantic machines produced the blast necessary for iron making.
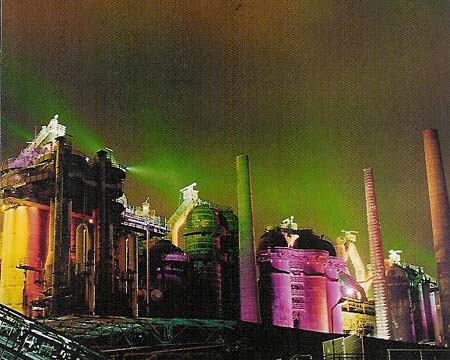
Figure 1. The Voelklingen Ironworks, now a World Cultural Heritage protected by UNESCO.
The blasting engines
The striking idea for the new technology was late in coming, but it was to revolutionize iron production: in 1878 German engineers Otto and Langen constructed the first gas motor. The mechanical engineering works Deutz builds the first the first blast furnace gas engine in 1894.
It was an ingenious innovation: at last it was now possible to use the gas, which was produced by the blast furnace in gigantic quantities in the process of smelting iron, to drive engines. The iron and steel industry was now able to recycle waste material.
Voelklingen Ironworks puts the new technology to use at once. The first large scale gas engine was ordered from M.A.N. in Nuremberg in 1899, as a generator unit for electricity, and went into operation in 1901. A total of 30 gas engines were in operation in Voelklingen Ironworks, and they were not only used not only as blast engines and power generators, but also to drive pumps and rolling mills.
In July 1903 Ironworks ordered the oldest surviving machine in the hall from the Augsburg-Nuernberg mechanical engineering works "at a price of 300 000 marks, transported by rail to Voelklingen station, fully installed and assembled and including one week of test operation". The gas engine was a twin blaster: two units were linked by a flywheel. This was latter put to a good use: when an irreparable damage occurred on a part of the twins in 1968, this part served as a "spare parts warehouse".
Another three gas engines were ordered from Thyssen AG in 1906, and the blast capacity of the Ironworks was dramatically increased with the commissioning of the engines in 1908. At that time, there was still no crane available for installing the colossus, and Hermann Roehling, the owner of the Ironworks, included the instruction that "the heaviest parts are to be transported using our available tools" in the contract. Those machines were producing blast until 80`s, when the Ironworks were shut down.
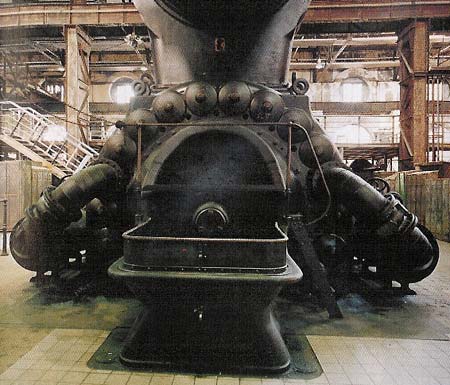
Figure 2. Blasting engine: a front look.
The rest of the engines were acquired until early 40`s. They could produce either electricity or air blast as required. When the blast furnaces needed less air blast, the machines were used to generate electricity for the Ironworks own power grid. To do this, the gas engines had to be driven at a higher speed, and the operators then received a wage bonus.
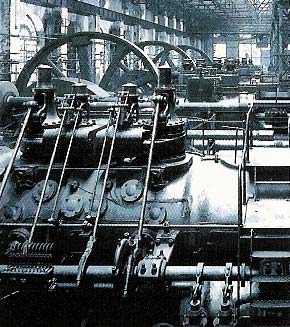
Figure 3. A view on the blasting hall.
These ten blast engines produced up to 110000 cubic meters of blast air per hour for each blast furnace in the Steelworks. The cold airflow was forced into the blast air heaters along six pipelines. Hot stones in the air heaters heated the air up to 1100°C.
The hot air entered the smelting zone of the furnace through 16 blast openings. This raised the temperature of the glowing mass up to 2000°C. The oxygen blown in combined with the carbon from the coke and left the furnace flue as blast furnace gas. The blast furnace gas was then cleaned of dust and ash and taken back to the blasting hall, where it was used to drive the blasting engines. The circulation loop was closed.
Working in the blasting hall
The blasting hall had a 12-men shift. Each blast engine has its own operator. The flywheels rotated and dispersed an uninterrupted fine oil spray into the hall which was inhaled by the operators while they worked. In addition to this came the noise of the blast engines, monotonous rhythm of the engines and hum of the flywheels as they rotated.
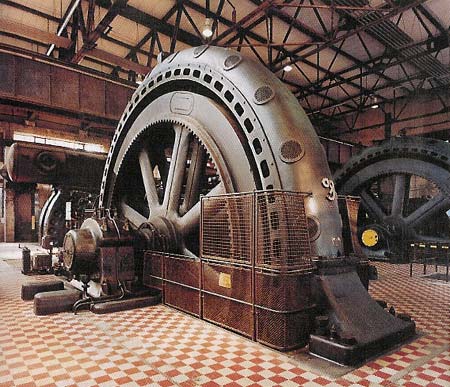
Figure 4. A blast engine flywheel.
The men worked extra shifts when malfunctions occurred: heavy machine parts and outsized tools had to be moved. There were no fixed break times and operators generally ate the food they brought with them towards the middle of the shift. They also kept their eyes on the machine while they ate: there was a simple table and chair next to the each blast engine. Only from the mid 1970`s, a break room offered protection from noise and oil.
The operators in the blasting hall worked for a long time worked a three-shift system. This was a constant round of early, day and night shifts, 56 hours a week without a single day off. When the pattern changed a "long shift" had to be done, working through from midday on Sunday to Monday morning. In 1960 a four-shift system was introduced. After working seven days a worker had a couple days free-- time for himself and his family.
Starting up and shutting down, oiling and monitoring the blast was the daily routine of the machine operators. But each shift has its own special tasks. The early shift was responsible for cleaning the machines. All parts were cleaned with a mixture of oil and petroleum. The cleaning of the cellar and the maintenance of spare parts was the task of day shift. The night shift ended by scrubbing the hall floor with potassium soap.
Figure 5. Blast engine hall: working place of the operators.
Access Precise Properties of Cast Irons Now!
Total Materia Horizon contains property information for 11,000+ cast irons: composition, mechanical and physical properties, nonlinear properties and much more.
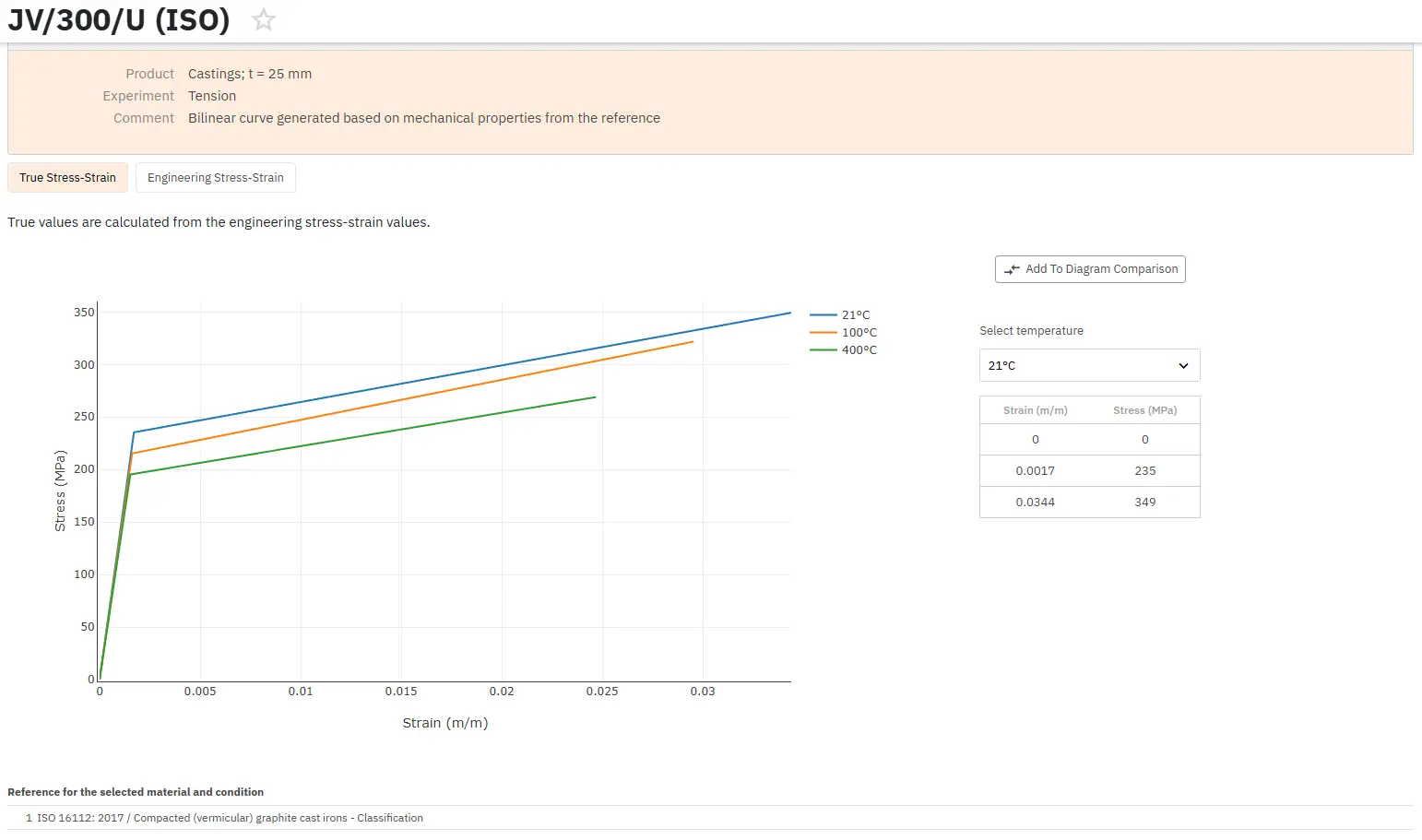
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.