Cold Pilger Rolling: Part One
Abstract
Cold pilger rolling represents a well-established manufacturing process that efficiently controls product quality while meeting stringent specifications for seamless tube production. This article examines two primary milling techniques: Variable Mandrel Rolling (VMR) and High-Precision Tube Rolling (HPTR), both utilizing compression rather than tension to achieve complex cross-sectional dimensions. The cold pilgering process enables significant diameter and wall thickness reduction of metal tubes in a single operation, achieving cross-sectional reductions exceeding 90 percent. This technology accommodates various materials including steel alloys, copper, titanium, zirconium, and nickel alloys, making it suitable for diverse industrial applications from precision tubing to specialized components like baseball bats and finned tubes.
Introduction to Cold Pilger Rolling Technology
Seamless tubes represent one of the most important and abundant finished metallurgical products in modern manufacturing. Following hot rolling processes, these tubes serve two primary purposes: direct delivery to end-users and as billets for cold pilger rolling operations. The tubes produced through cold pilger rolling technology find extensive applications across traditional and emerging markets, particularly within machine-building enterprises.
Modern consumers increasingly demand enhanced product assortment and superior quality standards. These elevated requirements stem from several critical factors, including the utilization of difficult-to-deform materials that possess exceptional user quality characteristics. Additionally, manufacturers must produce tubes with complicated cross-sectional shapes, commonly referred to as hollow profiles. The precision of geometrical dimensions, surface quality, structural integrity, and mechanical characteristics of finished tubes necessitate sub-recrystallization temperatures during final deformation processes.
Cold Pilgering Process Fundamentals
Cold pilgering constitutes a longitudinal cold-rolling process that simultaneously reduces both diameter and wall thickness of metal tubes in a single process step. Depending on the material properties, the cold pilger process achieves remarkable cross-sectional reductions exceeding 90 percent within a single working cycle.
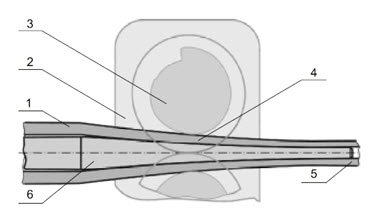
Figure 1: The scheme of cold pilger rolling
The cold pilgering mechanism operates through a sophisticated sequence of operations. The billet portion, which may consist of hot-rolled, cold-rolled, or extruded tubing (1), equivalent to the feeding volume, enters the moving zone of the working cage (2). Within this zone, rolls (3) featuring variable die radius are strategically positioned. The variation in die radius is achieved through specific tool calibration techniques. During the rolling process, a comprehensive deformation zone known as the working cone (4) forms at this stage. The internal surface of this working cone is shaped by the mandrel (6), and the consequent deformation of billet portions with controlled partial strains within the working cone produces tubes with precise finish dimensions (5).
Significant technological advances in pilger rolling equipment for precision tube manufacturing have been documented extensively over many years. During this period, concepts such as cold and warm tube rolling evolved, providing new perspectives for technology and equipment improvements.
VMR vs HPTR Cold Pilgering Technologies
The two most prevalent methods for cold-reducing tubes through compression are Variable Mandrel Rolling (VMR) and High-Precision Tube Rolling (HPTR) cold pilgering mills. While both VMR and HPTR dies reduce tubes via compression rather than tension, the complexity of tooling design and manufacturing differs significantly between these machine types.
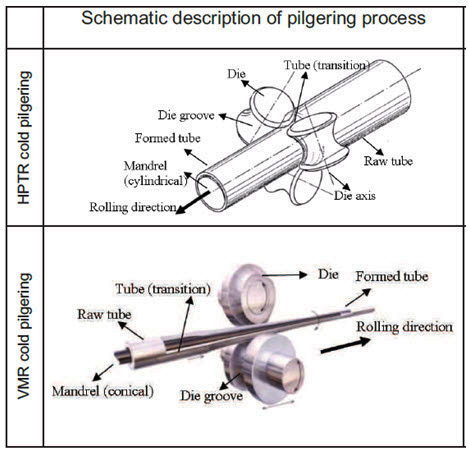
Figure 2: VMR and HPTR pilgering process comparison
The variable cross-sectional groove configuration of VMR dies requires specialized expertise and sophisticated equipment for design and construction, as does the corresponding conical mandrel. In contrast, HPTR systems utilize cams, cylindrical mandrels, and constant cross-sectional grooves that are relatively simpler to design and manufacture. This simplified approach enables production using conventional machine tools, providing HPTR die owners with substantially greater flexibility in sourcing tooling and implementing tool design modifications.
Material Compatibility and Applications
The cold pilgering process demonstrates exceptional versatility across all metal types. Typical materials include mild steel, stainless steel, ferritic steel, low-alloy steel, copper and copper alloys, titanium alloys, zirconium alloys, and nickel alloys. Cold pilgering for precious metal reduction is particularly advantageous because virtually no material loss occurs during the process. The deformation strengths of cold pilgered tubes range from 400 N/mm² for copper applications to more than 1,500 N/mm² for specialized alloy compositions.
Table 1: Typical materials for cold pilgering
| Materials | Applications |
| Stainless steel | Chemical |
| Medical | |
| Food | |
| Pure gas | |
| Antifriction bearing steels | Antifriction bearings |
| Ferritic steels | Boiler construction |
| Chemical engineering | |
| Low-alloy steels | Boiler construction |
| Drilling and boring | |
| High-pressure tubes | |
| Automotive engineering | |
| INCONEL®, INCOLOY® nickel alloys | Heat exchangers for power plants |
| Chemical engineering | |
| Copper | Plumbing tubes |
| Air-conditioning systems | |
| Refrigerators | |
| Heat exchangers | |
| Copper-nickel, brass | Seawater desalination plants |
| Marine engineering | |
| Titanium alloys | Aeronautical engineering |
| Medical | |
| Zircaloy | Nuclear power plants |
Industrial Applications and Specialized Uses
Diverse applications leverage cold pilgering technology to create intermediate and tapered shapes. Notable applications include baseball bats and golf clubs, where the process creates precise intermediate geometries. Additional applications encompass lightning poles, finned tubes, and non-round tubes featuring internal or external longitudinal ribs. These specialized applications demonstrate the versatility and precision capabilities of cold pilger rolling technology.
Process Advantages and Quality Control
Cold pilger rolling technology offers substantial advantages in efficiently controlling product quality while meeting stringent manufacturing specifications. The process enables manufacturers to work with difficult-to-deform materials while maintaining high-quality standards. The ability to achieve complex cross-sectional dimensions through compression-based techniques provides significant manufacturing flexibility.
The precision achievable through cold pilgering makes it particularly suitable for applications requiring exact geometrical dimensions and superior surface quality. The controlled deformation process ensures consistent structural and mechanical characteristics throughout the finished product, making it ideal for high-performance applications across various industries.
Conclusion
Cold pilger rolling continues to evolve as a critical manufacturing technology for precision tube production. The choice between VMR and HPTR systems depends on specific application requirements, tooling complexity considerations, and manufacturing flexibility needs. As industrial demands for high-quality, precision-engineered tubes continue to grow, cold pilger rolling technology remains at the forefront of advanced manufacturing solutions.
Find Instantly Precise Material Properties!
Total Materia Horizon contains mechanical and physical properties for hundreds of thousands of materials, for different temperatures, conditions and heat treatments, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.