Metal Stamping Dies: Part Two
Abstract
In metal stamping, the metal sheets are placed in a die or a press tool which has a specially designed cavity that gives the preferred shape to the metal sheet.
Metal stamping dies are the devices used in metal stamping machines. Each metal stamping machine can have one or more dies depending on the kind of machine and the nature of the work it is performing. Dies are the main components in metal stamping machines that do the actual casting, punching, cutting and shaping of the metal sheet.
The basic die operations are drawing, shearing and bending. In metal stamping, the metal sheets are placed in a die or a press tool which has a specially designed cavity that gives the preferred shape to the metal sheet. The upper part of the die connects to the press slide while the lower component connects to the press bed. A specific component known as the punch pushes the metal sheet through the die, thus performing the actual shaping operation. The patterns on the dies can be used to emboss or give three-dimensional lettering on the final product.
Dies are placed in sheet metal panels either alone or as a series of presses in a press line. Metal stamping dies and presses can possess different input variables on the basis of tonnage, press parallelism, shut height, nitrogen pressure in dies, counterbalance pressure and press speed. These variables can influence the quality of the stamping panel, particularly during die setup. The same stamping press can be reused by replacing one set of dies with another.
The placement of dies in a press is known as die setup. Die setup decides the shut height and binder force. The number of components produced in a die setup is known as a batch.
There are many different kinds of dies such as single station dies, multiple station dies, compound dies, progressive dies and tandem press lines. Most dies are designed by the metal stamping companies who use advanced technologies like CAD to design them according to customer specifications. Another classification of dies is draw dies, trim dies and cam-pierce dies.
Metal Stamping Info provides detailed information about precision, custom, and sheet metal stamping, as well as metal stamping machines and metal stamping dies. Metal Stamping Info is the sister site of Wire EDM Web.
Sheet Metal Stamping
Stamping presses and stamping dies are tools used to produce high volume sheet metal parts. These parts achieve their shape through the effects of the die tooling. Production stamping is generally performed on materials with a thickness of between .020” and .080”, but the process also can be applied to foils as thin as .001” or to plate stock with thickness' approaching 1.000”. Formability is the primary attribute of sheet metal material with formability being further defined as the materials ability to be:
• Bent
• Stretched
• Drawn
The metallurgical term for these qualities is “ductility”. Ductility is the materials ability to deform and elongate without fracture. The extent to which a stamping is subjected to such deformation is directly related to the parts overall shape and geometry. Other factors also influence the material’s formability and they include:
• The die design
• The press
• The press speed
• Lubrication
• Sheet metal feeding mechanisms
• Monitoring and control systems
The word “die” is a generic term used to describe the tooling used to produce stamped parts. A die set assembly consisting of a male and female component is the actual tool that produces the shaped stamping. The male and female components work in opposition to both form and punch holes in the stock.
The upper half of the die set, which may be either the male or female, is mounted on the press ram and delivers the stroke action. The lower half is attached to an intermediate bolster plate which in turn is secured to the press bed. Guide pins are used to insure alignment between the upper and lower halves of the die set.
The most common types of dies perform cutting and forming. Cutting dies are used to shear sheet material into what is called a blank. These blanks are then exposed to blanking dies which cut the entire perimeter of the part, or into to forming dies where the blank is stamped into a part. Punching is another function of cutting dies. Punching is the cutting of a slug from the sheet metal stock to produce a hole or slot.
Cutting dies are also used to trim excess metal from around a formed part. Hole punching and other cutting operations require specific and carefully maintained clearances between the punch (male component) and the die (female component). The setting of the required clearances is determined by both the stock thickness and temper.
In general, die clearances increase as the stock thickness increases. The depth of punch penetration into the sheet metal stock will also increase as softer stock is used. Forming is a general term used to describe a stamped part whose shape and contour is reproduced directly from the shape and contour of a die set. The main forming operations accomplished with press mounted dies are:
• Drawing
• Bending
• Flanging
• Hemming
Drawing, or draw forming, involves forcing a blank deeply into a die cavity and shaping it into the shape and contour of the punch face and sides. Without sufficient formability qualities, drawn blanks are subject to wrinkling, thinning, and fracturing. Draw forming requires an addition to the die set called a blankholder.
The function of the blank holder, usually a ring through which the punch and ram pass, is to control the metal flow as it is forced into the die cavity. In practice, the blank holder must exert less pressure against the blank than the punch, so metal can flow into the die; yet it must exert enough pressure to prevent the material from wrinkling. Bending is a relatively simple forming operation which provides rigidity and shape to sheet metal parts. Similar to bending is flanging. However a flange is by definition, significantly smaller in dimension than the rest of the part. The functions of flanges include:
• Giving a more finished appearance
• Rigidity
• Edge strengthening
• Providing a fastening or attachment surface
Hemming is the folding over of a short flange upon itself to form a smooth, rounded edge and to facilitate the attachment of mating parts. Multiple stamping operations may be performed within a single die, or at a number of die stations within a die set and with a single stroke of the press.
Single station dies can be either compound dies or combinations dies. A compound die performs basic cutting operations such as blanking and hole punching to produce parts. Combination dies combine shaping and forming functions with cutting operation to manufacture parts.
Multiple station dies are arranged so that a series of sequential operations are accomplished with each press stroke. Two die types are used; progressive and transfer. With progressive dies, coil stock is fed into the press. Individual stampings are connected with a carrier strip as they progress through the various die operations and are ultimately separated and then discharged from the press.
In transfer die operations individual stock blanks are mechanically moved from die station to die station within a single die set. Large stampings are done with tandem press lines where the stock is moved from press to press in which specific operations, such as drawing or trimming, are performed.
The resistance of the sheet metal stock to the forces exerted by the moving dies creates friction. For this reason, lubrication is vital for successful sheet metal forming. A lubrication's function is to minimize contact between the tooling and the work piece. This results in reduced tonnage requirements, longer tooling life, and improved product quality. Lubricants range from light mineral oils to high viscosity drawing compounds.
They may be oil based, water soluble, or synthetic materials. These lubricants may be applied in a variety of ways, including:
• Manually by roller or brush
• Drip
• Machine roller
• Spraying
• Flooding
Die making is as much an art as a science. When all the dynamics of stamping are taken into account, the resulting part may not meet all expectations. To help fine tune the stamping process and finalize die design, die makers use an analytical tool called Circle Grid Analysis, or CGA. The application of CGA involves the etching of a pattern of small circles on the surface of the blank. This pattern deforms along with the blank as it is formed, providing point-to point calculations of the deformation that occurred. Analyzing this stamped grid pattern suggests the location and type of rework that must be performed on the dies to produce easily manufactured parts. The CGA process is repeated on the die until an acceptable part is produced.

Figure 1: Production steps for the manufacture of an oil sump
Find Instantly Properties of Forging Materials!
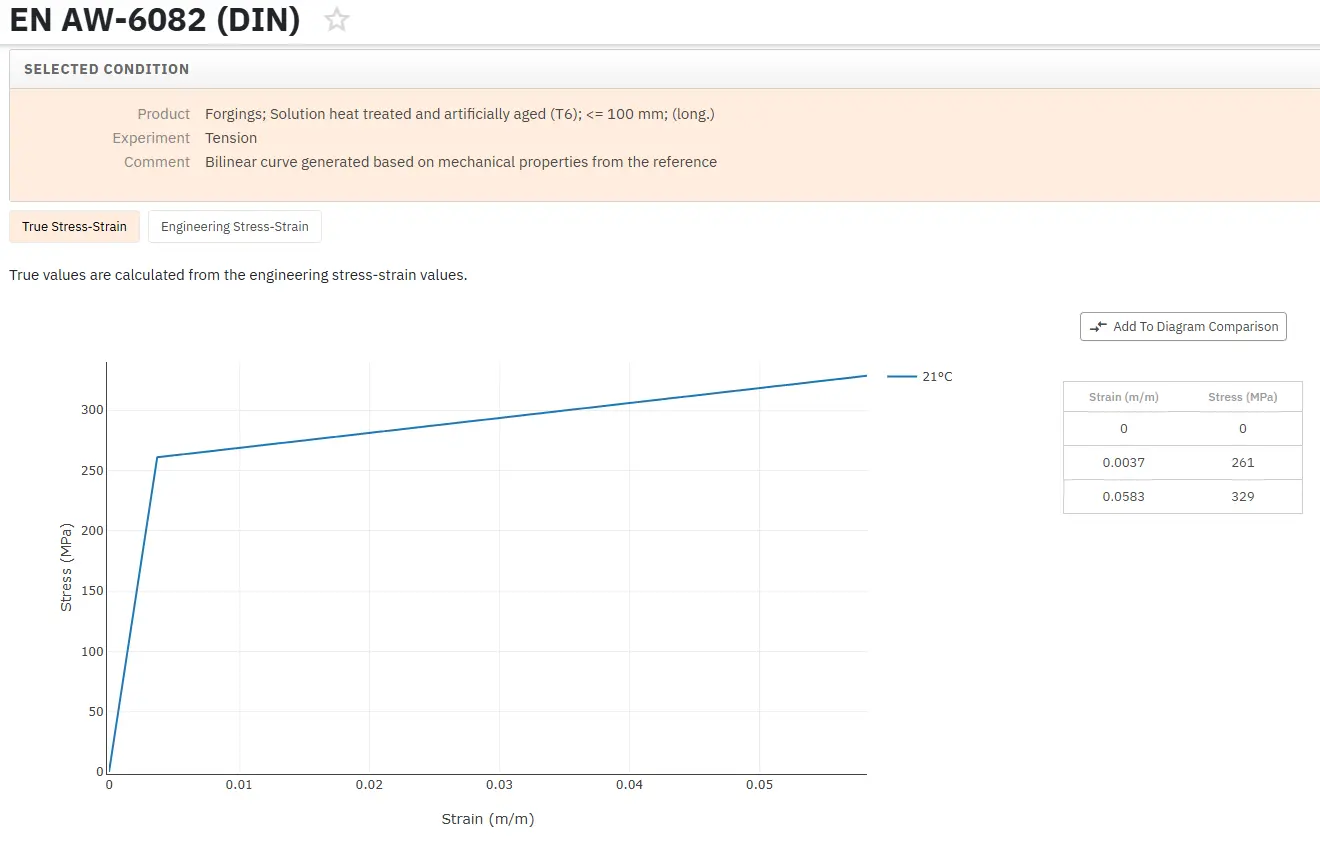
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.