High Speed Steels
Abstract
High speed steels (HSS) are specialized ferrous-based alloys designed for high-temperature cutting applications. These steels contain significant amounts of alloying elements including chromium, tungsten/molybdenum, vanadium, and cobalt, along with carbon content exceeding 0.60%. This article explores the historical development, composition, metallurgical characteristics, and industrial applications of high speed steels. Particular attention is given to the effects of various alloying elements on mechanical properties and performance. The article also discusses modern applications in cutting tools and industrial rolls, highlighting the material's significance in manufacturing processes.
Historical Development and Classification
High-speed steels (HSS) emerged as a revolutionary development in metal cutting technology during the late 19th century. Robert Mushet in the UK and F.W. Taylor in the USA pioneered the first tungsten-based varieties, establishing the foundation for modern cutting tool materials. A significant advancement occurred in 1904 when the Crucible Steel Company patented the addition of vanadium, leading to the development of the renowned 18/4/1 grade (18% W, 4% Cr, 1% V). The evolution continued with the introduction of cobalt-bearing steels in Germany in 1912, followed by molybdenum-bearing alloys in the USA around 1930.
Modern high-speed steels fall into three distinct categories: T-series steels, where tungsten serves as the primary alloying element M-series steels, featuring molybdenum as the principal alloying component Ultra-high hardness steels, containing enhanced alloy content for specialized applications.
Table 1. Common chemical composition (Wt.%) of high-speed steels
| AISI | UNS | C | Mn | Si | Cr | V | W | Mo | Co | Ni |
| W-High Speed Tool Steels | ||||||||||
| T1 | T12001 | 0.75 | - | - | 4.00 | 1.00 | 18.00 | - | - | - |
| T2 | T12002 | 0.80 | - | - | 4.00 | 2.00 | 18.00 | - | - | - |
| T4 | T12004 | 1.00 | - | - | 4.00 | 1.00 | 18.00 | 5.00 | - | - |
| T5 | T12005 | 0.80 | - | - | 4.00 | 2.00 | 18.00 | 5.00 | - | - |
| T6 | T12006 | 0.85 | - | - | 4.00 | 1.50 | 20.00 | - | - | - |
| T8 | T12008 | 0.75 | - | - | 4.00 | 2.00 | 14.00 | - | 5.00 | - |
| T15 | T12015 | 1.50 | - | - | 4.00 | 5.00 | 12.00 | - | 5.00 | - |
| Mo-High Speed Tool Steels | ||||||||||
| M1 | - | 0.80 | - | - | 4.00 | 1.00 | 1.50 | 8.00 | - | - |
| M2 | - | 0.85 | - | - | 4.00 | 2.00 | 6.00 | 5.00 | - | - |
| M3 | - | 1.05 | - | - | 4.00 | 2.50 | 6.00 | 5.00 | - | - |
| M4 | - | 1.25 | - | - | 4.00 | 4.00 | 5.50 | 4.50 | - | - |
| Ultra-Hard High Speed Tool Steels | ||||||||||
| M41 | - | 1.10 | - | - | 4.25 | 2.00 | 6.75 | 3.75 | 5.00 | - |
| M42 | - | 1.10 | - | - | 3.75 | 1.15 | 9.50 | 1.50 | 8.00 | - |
Composition and Alloying Elements
Primary Alloying Elements
Tungsten and Molybdenum form the backbone of HSS composition, promoting red hardness and wear resistance. Performance improvements correlate directly with increased concentrations of either element, with molybdenum capable of replacing tungsten at approximately half the weight percentage while maintaining equivalent properties.
Chromium, present at about 4% in all high-speed steels, enhances depth hardening capabilities. During heat treatment, chromium carbides dissolve into austenite, contributing to the formation of martensite during quenching and tempering processes.
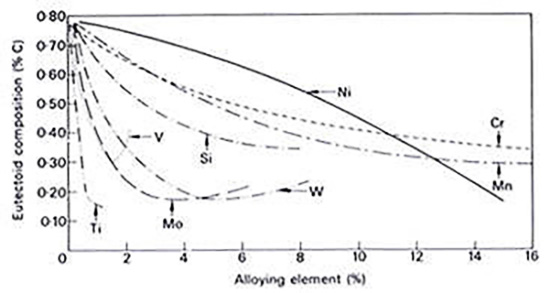
Figure 1: Graph showing alloying elements versus eutectoid composition
Critical Additives
Vanadium, present at minimum levels of 1% and often reaching 2-3%, forms extremely stable carbides that resist dissolution at typical hardening temperatures. These carbides play a crucial role in restricting grain growth at elevated temperatures approaching the material's melting point.
Carbon content, typically ranging from 0.65-1.5%, fundamentally affects both hardenability and wear resistance. The presence of other alloying elements reduces the eutectoid composition to approximately 0.4% carbon, with optimal hardness achieved at around 1.0% carbon content.
Table 2. Effects of trace elements on HSS properties
| ELEMENT | Comments |
| Si and Mn | Present up to about 0.35%. Large amounts induce cracking during heat treatment. Above 0.4% Mn promotes grain growth at high temperatures. |
| Ni | Limited to 1-2% max. Above 2% tendency to austenite stabilization. Ni tends to promote decarburization. |
| Al | Used up to 1% to replace W and Mo but difficulties can be caused by formation of alumina. |
| Ta | Improves hot hardness, but above 6% steel becomes unhardenable due to formation of stable carbides. The element does improve secondary hardening, improves secondary hardening response and increases peak hardness stability to 650°C. |
| Nb | Increases secondary hardening response. |
| Ti | Added to refine grain and improve toughness. Used as an inoculants to produce as-cast structures. Element added by careful control ensuring Ti+V does not exceed 6-7%. |
| N | Added at about 0.035% to improve hot hardness and inhibit grain growth. |
| B | Reduces strength even at 0.008% due to austenite grain coarsening. |
| Se | Added to improve machinability but no information available. |
Performance-Enhancing Elements
Cobalt, an optional addition present up to 10% in premium grades, enhances red hardness but may reduce impact strength. Its inclusion can increase hardness by up to 60HV, depending on the specific composition. Sulfur, traditionally considered detrimental, has found beneficial applications in resulphurized varieties of M2 grade steel. At levels of 0.10-0.15%, sulfur improves machinability and cutting performance through enhanced interface lubrication effects.
Material Properties and Performance
High-speed steels excel in maintaining hardness at elevated cutting temperatures through a combination of matrix toughness and dispersed wear-resistant carbides. Tool wear typically manifests through two primary mechanisms: mechanical gouging and welding-related material transfer, particularly prevalent at temperatures around 500°C.
The performance characteristics derive from:
- Complex carbide formations providing wear resistance
- Matrix toughness ensuring structural integrity
- Secondary hardening capabilities during tempering
- Resistance to thermal softening during operation
Industrial Applications
High-speed steels find extensive application in metal cutting operations, serving as the material of choice for:
Cutting Tools: Including drills, taps, milling cutters, tool bits, gear cutters, and saw blades Rolling Equipment: Used in hot strip mill finishing, rod and bar mill operations, and universal mill applications.
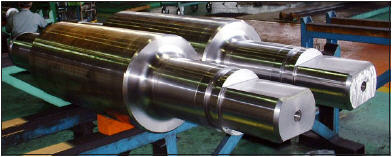
Figure 2: Photograph of hot strip mill rolls
The versatility of HSS extends beyond cutting applications to cold-working tools such as thread rolling dies and blanking dies, where modified heat treatment procedures enhance toughness for specific operational requirements.
Conclusion
High-speed steels continue to evolve, meeting increasingly demanding manufacturing requirements through optimized compositions and processing techniques. Understanding the complex interactions between alloying elements and their effects on performance characteristics remains crucial for selecting appropriate grades for specific applications.
Access Precise Properties of Tool Steels Now!
Total Materia Horizon contains property information for thousands of tool steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.