Hot Work Tool Steels
Abstract
Hot work tool steels are specialized alloys designed to withstand extreme conditions during the hot-forming of metallic workpieces. These steels facilitate manufacturing processes such as pressure die casting, extrusion, and drop forging at elevated temperatures. Distinguished by their ability to maintain hardness and structural integrity despite thermal cycling, hot work tool steels require specific properties including high tempering resistance, thermal shock resistance, and wear resistance. This article examines the chemical composition, manufacturing requirements, and classification of hot work tool steels into chromium, tungsten, and molybdenum types, highlighting their unique characteristics and applications in modern manufacturing processes.
Introduction to Hot Work Tool Steels and Their Significance
The significance of tool steels extends far beyond what is generally perceived as commonplace. Nearly all the objects we are surrounded by and encounter on a daily basis are manufactured with the help of tool steels. The application spectrum for hot work tool steels is extensive, with tools manufactured from these materials being used in diverse industrial sectors.
Hot work tool steels enable the hot-forming of workpieces made of iron and non-ferrous metals as well as alloy derivatives at high temperatures. They are utilized in processes such as pressure die casting, extrusion, drop forging, tube production, and glass manufacturing.
When employed, tools made from hot work tool steels are not only subject to constantly high temperatures but also to fluctuating thermal loads occurring where the tool surfaces contact the materials being processed. Combined with wear caused by abrasion or impact, these thermal loads create very specific requirements for hot work tool steels.
Essential Properties and Requirements of Hot Work Tool Steels
Key demands for these specialized steels include high tempering resistance, temperature strength, thermal shock resistance, high-temperature toughness, and wear resistance. The use of high-quality hot work tool steels is imperative to ensure optimal operational efficiency and high productivity.
A hot work tool steel's functionality is defined by its chemical composition, the technology applied during production, and the ensuing heat treatment.
In general, hot work steels are of the medium and high-alloy type, and most have relatively low carbon content (0.25 to 0.6%). Hot work steels should possess the following physical characteristics:
- Resistance to deformation at the working temperature
- Resistance to shock
- Resistance to wear at the working temperature
- Resistance to heat treating deformation
- Resistance to heat checking
- Good machinability in the annealed condition
Performance Requirements in Elevated Temperature Applications
While various processes exist for shaping and forming hot metals, such as stamping, piercing, drawing, extruding, upsetting, and swaging, tools must possess a combination of strength, wear resistance, and toughness to perform successfully at elevated temperatures. The operating temperature is taken as the maximum temperature that the face of the tool reaches in service, which is always higher than the average temperature attained by the tool.
For example, in tools such as extrusion and compression dies, the metal remains in continuous contact with the die for appreciable periods, causing intense local heating. In hot stamping dies, however, contact is intermittent, allowing heat dissipation to equalize the temperature.
To withstand such service conditions, red hardness and high resistance to softening by tempering or drawing action are essential criteria for hot work steels. The amount of thermal shock in service is extremely important in this entire family of hot work tooling. In operations such as piercing, where temperatures are high and contact time long, the tool face must be cooled between operations to prevent softening by annealing.
Since the most intense heating occurs on the extreme surface, cyclic heating and cooling expands and contracts the surface layer. To withstand such service, the steel must remain ductile throughout the entire temperature range encountered; otherwise, the tool surface develops heat checks. This condition, illustrated in Figure 1, is possibly one of the most prevalent and troublesome faults encountered in hot work tool service.
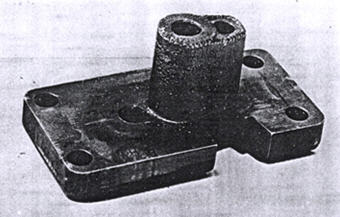
Figure 1: Hot work die steel showing severe heat checking.
Classification of Hot Work Tool Steels
In conventional hot work steels, the groups are divided into three categories, depending on the principal elements utilized for red hardness: chromium, tungsten, or molybdenum types. Table 1 shows the nominal composition listed under the AISI H series.
Table 1. Classification and approximate compositions of principal types of tool steels.
| AISI | UNS | Wt. % | |||||
| C | Cr | V | W | Mo | Co | ||
| Cr-steels | |||||||
| H10 | T20810 | 0.4 | 3.25 | 0.4 | - | 2.5 | - |
| H11 | T20811 | 0.35 | 5 | 0.4 | - | 1.5 | - |
| H12 | T20812 | 0.35 | 5 | 0.4 | 1.5 | 1.5 | - |
| H13 | T20813 | 0.35 | 5 | 1 | - | 1.5 | - |
| H14 | T20814 | 0.4 | 5 | - | 5 | - | - |
| H19 | T20819 | 0.4 | 4.25 | 2 | 4.25 | - | 4.25 |
| W-steels | |||||||
| H21 | T20821 | 0.35 | 3.5 | - | 9 | - | - |
| H22 | T20822 | 0.35 | 2 | - | 11 | - | - |
| H23 | T20823 | 0.3 | 12 | - | 12 | - | - |
| H24 | T20824 | 0.45 | 3 | - | 15 | - | - |
| H25 | T20825 | 0.25 | 4 | - | 15 | - | - |
| H26 | T20826 | 0.5 | 4 | 1 | 18 | - | - |
| Mo-steels | |||||||
| H42 | T20842 | 0.6 | 4 | 2 | 6 | 5 | - |
Chromium Hot Work Tool Steels
This group of H10 to H19 steels contains chromium with, in certain cases, additions of tungsten, molybdenum, vanadium, and cobalt. The carbon content in this group is relatively low, around 0.35-0.40 percent, which, together with the relatively low total alloy content, promotes toughness at the normal working hardness of between 400 and 600 HV.
The high chromium content in this group, coupled with low carbon, ensures depth hardening. Therefore, these steels may be air hardened to full working hardness in sections up to 30 cm. The higher tungsten and molybdenum contents of the H10 and H14 steels increase red hardness and hot strength but tend to slightly reduce toughness.
In this group, the H11, H12, and H13 steels possibly represent the greatest tonnage used across all hot work die steels. Their air hardening qualities and balanced alloy content contribute to low distortion during hardening. These grades are especially adapted to all kinds of hot die work, particularly white metal extrusion dies, die casting dies, forging dies, mandrels, and hot shears.
The chief advantage of this group is the ability to resist continued exposure to temperatures up to 540°C while simultaneously providing a tough and ductile tool with tensile strength levels of approximately 5 MPa at this temperature.
H10 is a relative newcomer to this family of steels, being introduced first in the USA and now also used in Europe. This grade provides improved toughness, and its application has been so important that many steel suppliers are marketing modifications within the H10 nominal composition to offer a range of selected properties.
Tungsten Hot Work Tool Steels
The principal alloying elements of these steels are carbon, tungsten, and chromium, with vanadium in certain cases. The high alloy content increases resistance to high-temperature softening compared to the straight chromium steels, but the steels in this group are more brittle. The normal working hardness ranges from 450 to 600 HV.
Unlike the hot work chromium group steels, the high tungsten content makes this group unsuitable for water cooling during service. Examining the composition of steels in this group reveals that they resemble high-speed steels, and in fact, type H26 is a low-carbon version of the T1 high-speed steel.
In the hot work tool steels of this group, toughness and thermal shock resistance are generally obtained by reducing the carbon content. However, when doing so, it is also necessary to adjust the tungsten and vanadium levels, as these elements reduce hardenability by holding too much carbon in complex carbides, thereby allowing insufficient carbon in the austenite matrix. The adjusted composition, therefore, represents the best combination of hardness and red hardness, with a considerable degree of toughness and resistance to thermal shock.
Molybdenum Hot Work Tool Steels
The principal alloying elements in this group are molybdenum, chromium, and vanadium, together with tungsten and varying amounts of carbon. Like high-speed steels, the molybdenum grades of hot work steels have almost identical properties and uses to the corresponding tungsten type. The principal advantage of these steels compared to the former group is greater resistance to heat checking. In common with all high-molybdenum steels, greater care in heat treatment is necessary to avoid decarburization.
Access Precise Properties of Tool Steels Now!
Total Materia Horizon contains property information for thousands of tool steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.