Cold and Hot Forging: Comprehensive Manufacturing Process Guide
Abstract
Forging represents a critical metal shaping manufacturing process where malleable metal workpieces are transformed into predetermined shapes through various mechanical processes including hammering, pressing, and rolling. This comprehensive overview examines both cold forging and hot forging techniques, highlighting their distinct advantages, applications, and manufacturing considerations. Cold forging operates at room temperature, offering superior dimensional accuracy and cost-effectiveness for mass production of smaller components, while requiring higher pressures and specialized equipment. Hot forging processes metals at elevated temperatures (approximately 75% of melting point), reducing flow stress and enabling complex shape formation, though at higher energy costs. Both forging methods produce superior mechanical properties compared to cast or machined components due to enhanced grain flow structures, making forging technology essential for producing high-strength, lightweight parts across automotive, aerospace, and industrial applications.
Introduction to Metal Forging Technology
Forging stands as one of the most fundamental and effective metal shaping processes in modern manufacturing. This ancient technique, refined through centuries of development, transforms malleable metal parts—known as blanks, billets, or workpieces—into predetermined shapes through controlled deformation processes. Among all manufacturing processes, forging technology occupies a special position due to its ability to produce components with superior mechanical properties while minimizing material waste.
The forging process encompasses various techniques including hammering, upsetting, pressing, and rolling, each contributing to the final product's enhanced strength characteristics. The resulting forged components exhibit metal strength that surpasses cast or machined parts, primarily due to the unique grain flow patterns created during the forging process. As metal undergoes deformation, the grain structure realigns to follow the component's shape, creating unbroken grain flow throughout the entire part.
Cold Forging Process and Applications
Understanding Cold Forging Technology
Cold forging, also known as cold forming, represents a precision category of forging that operates at room temperature without material heating or removal. This manufacturing process shares similarities with cold heading techniques but utilizes vertical presses instead of horizontal cold heading machines. The cold forming methodology is volume-specific, employing dies and punches to convert precise "slugs" or blanks of predetermined volume into intricately shaped finished components maintaining exact volume consistency.
Cold forging processes typically complement cold heading operations by introducing more complex geometries to previously cold-headed blanks. This manufacturing approach offers exceptional reliability and cost efficiency, making it particularly suitable for high-volume production scenarios.
Advantages of Cold Forging Manufacturing
The cold forging process delivers numerous manufacturing advantages that make it attractive for various industrial applications. Material savings represent a primary benefit, as the process minimizes waste while reducing final machining requirements. High productivity levels are achievable through the process's efficiency, particularly in mass production environments handling components under 50 pounds.
Excellent dimensional accuracy and superior surface quality characterize cold extruded parts, often eliminating secondary finishing operations. The mechanical properties of extruded components show marked improvement compared to alternative manufacturing methods. Additionally, the favorable crystal grain flow pattern increases component toughness, contributing to enhanced durability and performance characteristics.
Cold forging encompasses multiple specialized processes including bending, cold drawing, cold heading, coining, extrusion, punching, and thread rolling, enabling production of diverse part geometries and configurations.
Cold Forging Applications in Industry
Cold forged components find extensive application across numerous industries, particularly in automotive and electrical sectors. Starter motor components represent a significant application area, including pinions, barrels, solenoid bodies, plungers, and cores. Alternator parts, particularly claw poles, benefit from cold forging's precision capabilities.
The process also produces components for switches, valves, and specialized automotive applications including car seat mechanisms and anti-vibration components. Flywheel magnetos and motorcycle parts utilize cold forging technology, along with hollow parts featuring stems and shafts. Various gear configurations and specialized mechanical components round out the diverse range of cold forged products.
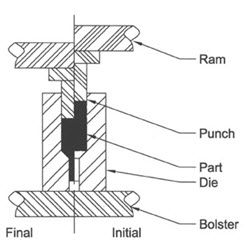
Figure 1: Scheme of the cold forming process steep

Figure 2: Cold forming process workflow
Cold Forging Equipment and Process Parameters
Cold forming operations utilize vertical presses as the primary equipment, available in both manually fed and fully automatic configurations. These presses can be powered mechanically or hydraulically, depending on specific application requirements and production volumes. The equipment selection influences both process capability and production efficiency.
The process requires significantly higher pressures compared to hot forging due to the material's room-temperature state, necessitating robust machinery and resulting in increased tool wear rates. However, the elimination of heating requirements reduces energy consumption and operational costs while providing superior dimensional control.

Figure 3: Cold forged parts for automotive electrical industry
Hot Forging Process and Methodology
Hot Forging Fundamentals
Hot forging, frequently referred to as drop forging, encompasses processes capable of producing diverse component ranges across most metallic materials. This manufacturing approach involves forming and shaping metals through hammering, pressing, or rolling operations conducted at elevated temperatures. Hot forging operations produce components ranging from millimeter-scale dimensions to massive parts exceeding 3 meters in some specialized applications.
The fundamental principles and practices of hot forging were established over a century ago, though significant improvements have been implemented in equipment design, lubrication systems, and processing capabilities for difficult-to-forge materials. Modern hot forging represents the culmination of technological advancement combined with time-tested metallurgical principles.
Hot Forging Process Characteristics
Hot forging involves plastic deformation of metal at carefully controlled temperatures and strain rates, ensuring recrystallization occurs simultaneously with deformation to prevent strain hardening. Achieving this requires maintaining high workpiece temperatures matching the metal's recrystallization temperature throughout the entire process.
Isothermal forging represents a specialized form of hot forging where materials and dies are heated to identical temperatures. This technique is predominantly applied to superalloys within vacuum or highly controlled atmospheric conditions to prevent oxidation and contamination.
The elevated temperature state makes metal highly malleable, enabling formation of more elaborate shapes compared to cold forging capabilities. Hot forging proves particularly effective for harder metals such as steel, which would be extremely difficult to shape when cold. The process typically begins with cast ingots heated to plastic deformation temperatures, then forged between dies to achieve desired shapes and dimensions.
Metallurgical Benefits of Hot Forging
During hot forging operations, the original cast, coarse grain structure undergoes significant transformation. The forging process breaks up the existing grain structure, replacing it with finer, more uniform grains achieved through controlled size reduction of the ingot. This metallurgical transformation contributes significantly to improved mechanical properties.
Many metals undergo forging at room temperature, but iron and its alloys almost exclusively utilize hot forging processes. This preference stems from two primary considerations: preventing excessive work hardening that would make materials extremely difficult to work, and enabling subsequent heat treatment processes that provide more economical strengthening compared to cold-working alone.
Alloys amenable to precipitation hardening, including most aluminum and titanium alloys, benefit from hot forging followed by specialized hardening treatments. Other materials rely entirely on the forging process itself for strengthening, making process control critical for achieving desired properties.
Hot Forging Applications and Considerations
Hot forging finds extensive application in producing large, complex components requiring significant shape changes and superior mechanical properties. The process enables formation of intricate geometries impossible through cold forging while maintaining excellent metallurgical characteristics.
Depending on the specific metal composition and heating degree, the forging process itself may provide sufficient tempering or strengthening. However, most products undergo additional heat treatment following hot forging to optimize mechanical properties for specific applications.
The higher operational costs associated with hot forging stem from energy requirements for heating and potential die failure due to thermal stresses. However, these costs are often justified by the superior properties and complex geometries achievable through hot forging processes.
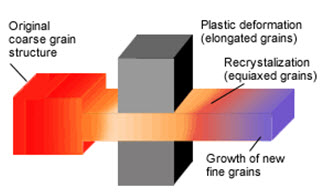
Figure 4: Hot forging of cast ingots

Figure 5: Hot Forged parts
Comparative Analysis: Cold vs. Hot Forging
The selection between cold forging and hot forging depends on multiple factors including material properties, component size, required precision, production volume, and cost considerations. Cold forging excels in high-volume production of smaller, precision components where dimensional accuracy is critical. The process offers superior surface finish and eliminates heating costs while requiring substantial press forces and robust tooling.
Hot forging provides advantages for larger components, complex geometries, and materials that benefit from elevated temperature processing. The reduced flow stress at high temperatures enables formation of intricate shapes while improving metallurgical properties through controlled grain structure modification.
Both processes produce components with superior mechanical properties compared to alternative manufacturing methods, making forging technology essential for applications requiring high strength-to-weight ratios and exceptional durability.
Conclusion
Cold and hot forging represent complementary manufacturing technologies, each offering distinct advantages for specific applications. Cold forging provides precision, efficiency, and cost-effectiveness for high-volume production of smaller components, while hot forging enables formation of complex, large-scale parts with superior metallurgical properties. Understanding the characteristics, advantages, and limitations of each process enables manufacturers to select optimal forging techniques for specific applications, ensuring superior product quality while maintaining manufacturing efficiency.
Find Instantly Properties of Forging Materials!
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
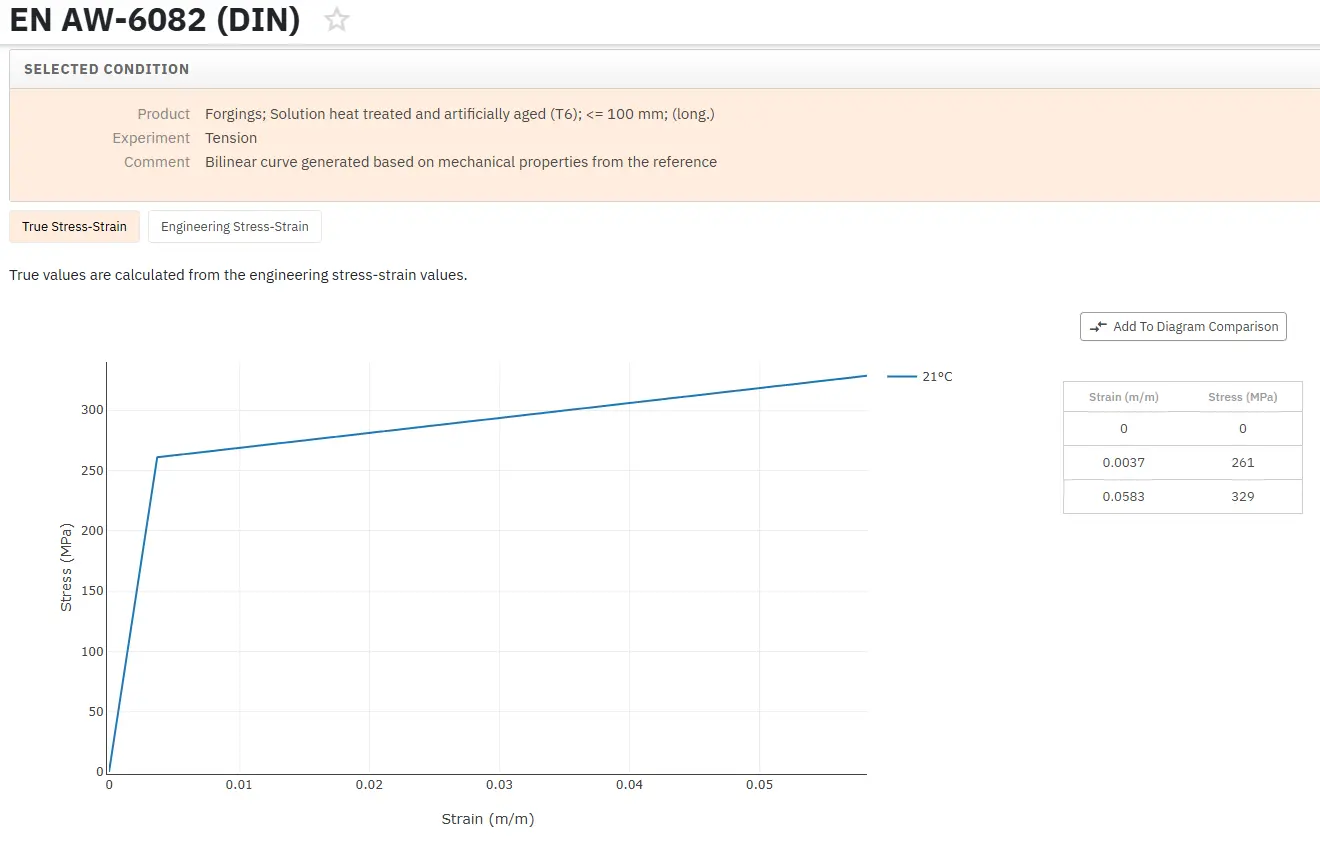
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.