Maraging Tool Steels
Abstract
Superior properties, such as high ductility, high yield stress, good hardenability, good weldability, simple heat treatment without deformations, have led to a widespread application of maraging steels, not only in the manufacturing of diverse construction components, but also in the manufacturing of molds, i.e. for processing of polymers, for pressure casting, etc.
Introduction
Increased demand for high tensile strength of the materials used in mechanical engineering was the reason for a vigorous development of ultra strong steels, resulting in the production of maraging steel in the sixties of the XX century. The initial development of these steels is attributed largely to work by Bieber, in the late 1950s. This work resulted in the first two grades of maraging steel being introduced. These steels contained 20 per cent and 25 per cent nickel respectively, with small additions of aluminum, titanium and niobium. Further development by Decker, Eash and Goldman illustrated the very effective hardening produced in Fe-Ni martensites by cobalt and molybdenum and a number of such alloys have been introduced.
Superior properties, such as high ductility, high yield stress, good hardenability, good weldability, simple heat treatment without deformations, have led to a widespread application of maraging steels, not only in the manufacturing of diverse construction components, but also in the manufacturing of molds, i.e. for processing of polymers, for pressure casting, etc.
Maraging steels are delivered in solution annealed and, for this reason, the low hardness and ductility make them suitable for work treatment. They are strengthened using a simple annealing procedure (ageing), which almost doubles their hardness and tensile strength compared to solution annealed state.
Conventional carbon and alloy tool steels utilize a tempered martensitic structure as giving the best combination of strength and ductility. Carbon contents in excess of 0.5 per cent are necessary to provide the hardenability for martensite formation, but due to carbon, the martensite is then overhead and somewhat brittle and requires tempering back to improve the combination of properties. The large volume changes which occur during the carbon-martensite formation promote distortions which cannot be easily predicted.
Maraging steels are basically martensitic in structure in the solution annealed condition and in this condition are easily machined. Hardening occurs by ageing this martensitic structure (hence the term maraging) at a temperature in the range of 450°C to 500°C.
Consequently, distortion is almost immeasurable and shrinkage is less than 0.01 per cent. The steel is virtually carbonless, and therefore cannot decarburize during heat treatment. One further point to be considered is that the maraging steels can be welded in either the solution-treated condition or the maraged condition and neither pre- nor post-weld safety treatments are required. Maraging the welded structure brings the weld - and heat-affected zones back to the strength of parent metal.
Constitution
In contrast to all other steels which tool makers use, carbon is omitted from the maraging steels. These steels utilize instead the soft, ductile, iron-nickel martensite, which can be age hardened owing the other alloying additions to the steel.
The mechanism of martensite formation in the iron-nickel alloys and the ultimate age hardening of this martensite have been studied in a great number of papers. Unlike the austenite-ferrite changes common in tool steels, the maraging steels containing at least 18% Ni do not decompose into equilibrium austenite and ferrite around 450°C even if held for very long periods (Figure 1a). Instead, with further cooling the austenite transforms to martensite with a b.c.c crystal structure.
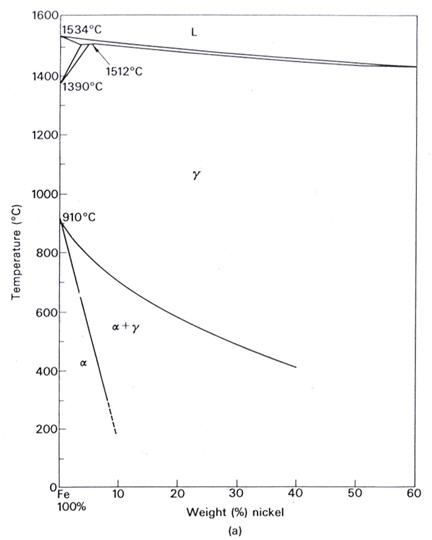
Figure 1a: Temperature versus weight percentage nickel in maraging steels
If this soft martensite is reheated, one of two things happens. When the temperature is raised to just below the start of the α-γ change around 600°C referred to as the As (see Figure 1b), the martensite decomposes into the equilibrium austenite-ferrite phases, i.e. the martensite reverts to the equilibrium structures. In the maraging range of temperature, which is around 485°C, the rate of this reversion reaction is slow enough to allow time for considerable age hardening to be achieved before the reversion reaction predominates. If, on the order hand, the alloy is heated above the As temperature, the martensite transforms back to an austenite of the same composition.
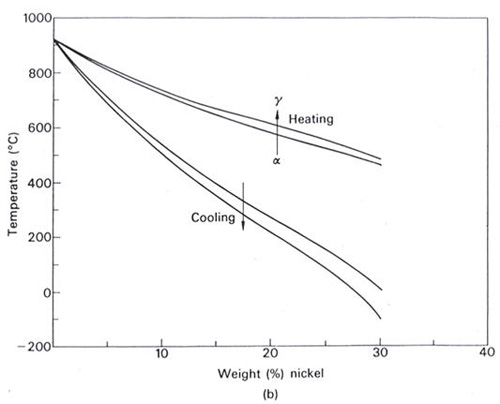
Figure 1b: Temperature versus weight percentage nickel in maraging steels
There has been considerable controversy about many aspects of the martensite transformation, and the associated strengthening mechanism both of the martensite transformation and its subsequent ageing. It is generally agreed that about half of the yield strength of the fully heat treated 18%Ni maraging steels is derived from the iron-nickel martensite formed upon cooling from annealing temperature.
By ageing this annealed martensite, the strength is more than doubled. This age hardening is believed to be result of precipitation of the intermetallic compounds, Ni3Mo and Ni3Ti. It is believed that the bulk of the precipitate is Ni3Mo associated with the martensite sub-boundaries, and the remainder as small isolated particles of Ni3Ti. It is also suggested that Co may influence the reaction by decreasing the solubility of Ni3Mo in the iron-nickel martensite and in this way assist in strengthening.
Molybdenum appears to exert a pronounced effect on the maraging reaction, as illustrated in Figure 2. It is also reported that the response to maraging does not occur on an 18%Ni-7%Co alloy in the absence of Mo. The hardness after ageing increases progressively with Mo content. It is reported also that this hardening effect with the correct Mo-Co combination is coupled with high toughness.
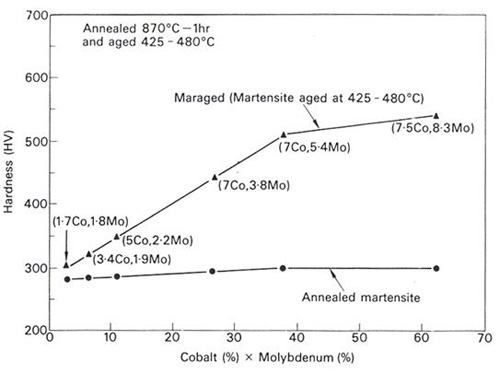
Figure 2: Cobalt-Molybdenum percentage versus hardness (HV) for maraging steels
In any of the precipitation hardening alloys, very close control of chemical composition is essential. The precipitation in the maraging steels is attached to Ni-Mo-Ti compounds; therefore close control of these elements is necessary. Molybdenum is found in the range 3.0-5.2% in the classical alloys; it should not rise above the upper limit, otherwise toughness is impaired. Titanium is controlled to around 0.5%, as above this it tends to reduce toughness. Aluminum is added primarily as a deoxidizer. Carbon should be kept as low as possible, as it combines with Mo and Ti to form the respective carbides. In this way it lowers strength and also notch toughness.
Progress in melt refining has made much of the new alloy development possible. The objectives of melt refining are to reduce carbon, sulfur, oxygen and nitrogen contents as low as possible, thus minimizing the incidence of M(C,S,O,N) as large insoluble inclusions or as precipitate films at austenite grain boundaries. By comparison, during the early stages of maraging steel development, high impurity levels in large air-melted heats resulted in embrittlement and welding problems. High impurity levels also hindered the development of the high titanium containing grades.
Nearly 30 new alloys including Co-free, Ni-Cr, Ni-Co-Mo and Ni-Co-Mo-Cr types have been developed due to renewed interest in the potential advantages of maraging steels. Significant progress has been made in the development of Co-free maraging steels as a result of the cobalt shortage in the 1980s. Metallurgists favor the use of titanium along 2 to 3% Mo to enhance hardening in Co-free maraging steels. Also, the ranges of nickel and chromium content have been closely balanced to provide optimum strength and toughness. At least 17% Ni+Cr is required for good toughness and 21% Ni+Cr is the maximum allowed to assure complete transformation of austenite to martensite.
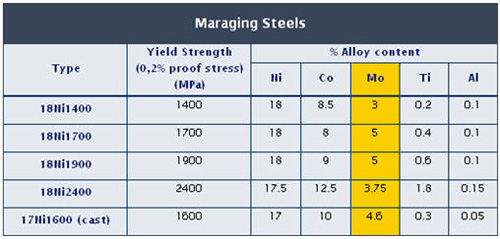
Table 1: Ni-Co-Mo family of maraging steels.
Access Precise Properties of Tool Steels Now!
Total Materia Horizon contains property information for thousands of tool steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.