Fracture of Steel: Part Two
Abstract
In steels containing large-volume fractions of pearlite, deformation in the pearlite can initiate microcleavage crack formation at low temperatures and/or high strain rates. Since the fracture path is primarily along the cleavage plane in the ferrite plates (although there is some intercolony fracture), this indicates that there is some preferred orientation between ferrite plates in adjacent colonies within a prior austenite grain.
The effect of carbon additions between 0.3 and 0.8%
In hypoeuteetoid steels containing between 0.3 and 0.8% carbon, proeutectoid ferrite is the continuous phase and forms primarily at austenite grain boundaries. The pearlite forms inside the austenite grains and makes up between 35-100% of the microstructure. More than one colony (set of parallel ferrite and cementite plates) forms within each austenite grain so that the pearlite is polycrystalline.
Since the strength of the pearlite is greater than that of the proeutectoid ferrite, the pearlite constrains the flow of the ferrite. The yield strength and strain-hardening rate of these steels increase with increasing pearlite (carbon) content because the constraint effect increases with increasing amounts of the hard aggregate and because pearlite refines the size of the proeutectoid grains.
In steels containing large-volume fractions of pearlite, deformation in the pearlite can initiate microcleavage crack formation at low temperatures and/or high strain rates. Since the fracture path is primarily along the cleavage plane in the ferrite plates (although there is some intercolony fracture), this indicates that there is some preferred orientation between ferrite plates in adjacent colonies within a prior austenite grain.
The Fracture of Bainitic Steels. The addition of 0.05% molybdenum and boron to low carbon (0.1%) steels is able to suppress the austenite-ferrite transformation, which normally occurs between 700° and 850°C, without affecting the kinetics of the austenite-bainite transformation which then takes place between 675° and 450°C.
Bainite formed between 675° and about 525°C is called "upper bainite" and bainite formed between 525° and 450°C is called "lower bainite". Both structures consist of acicular ferrite and dispersed carbides. The tensile strength of these un-tempered bainites increases from 85,000 to 170,000 psi (585 - 1170 MPa) as the transformation temperature drops from 675° to 450°C.
Since the transformation temperature is determined by the amount of alloying elements (e.g., Mn and Cr) that are present, these elements exert an indirect effect on the yield find tensile strengths. The high strengths obtained in these steels is the result of two effects:
- the progressive refinement of the bainitic ferrite plate size as the transformation temperature is lowered, and
- the fine carbide dispersion, which occurs within the grains of the lower bainite. Fracture characteristics of these steels is strongly dependent on the tensile strength and hence on the transformation temperature.
Two effects should be noted. First, at a given tensile strength level the impact properties of tempered lower bainite are far superior to that of untempered upper bainite. The reason for this behavior is that in upper bainite, as in pearlite, the cleavage facets traverse several bainite grains and the "effective grain size" for fracture is the prior austenite grain size rather than the ferrite grain size.
In lower bainite the cleavage planes in the acicular ferrite are not aligned so that the effective grain size for quasicleavage fracture is the ferrite needle size. Since this is one to two orders of magnitude smaller than the prior austenite grain size, the transition temperature of the lower bainite is much below that of upper bainite, at the same strength level.
A second feature that is important is the distribution of the carbides. In upper bainite these lie along grain boundaries and may promote brittleness by lowering γm as described previously in connection with furnace-cooled ferritic steels. In tempered lower bainite the carbides are more uniformly distributed in the ferrite and raise γm by interfering with cleavage cracks and promoting tearing as in the case of spherodized pearlites.
A second effect that should be noted is the variation of transition temperature with tensile strength in the untempered alloys. In the upper bainite a decrease in transformation temperature produces a refinement of ferrite needle size and this raises Rp0.2.
Tensile strength levels of 120,000 psi (830 MPa) or greater are obtained in lower bainite and the transition temperature decreases with increasing tensile strength. Because the fracture stress of the upper bainite is dependent on austenite grain size, and since the carbide particles are already large, tempering has little effect on tensile and impact properties.
The Fracture of Martensitic Steels
The addition of carbon and other alloying elements to steel retards the transformation of austenite to either ferrite and pearlite, or bainite, and if the cooling rate after austenitizing is sufficiently rapid, the austenite will transform to martensite by a shear process that requires no measurable diffusion of atoms.
The features that are pertinent to the fracture of martensite are as follows:
- Because the transformation occurs at very low temperatures (200°C or lower) the size of the tetragonal ferrite or martensite needle is very small, at least in two of its three dimensions.
- Because the transformation occurs by shear, the carbon atoms do not have time to diffuse out of their lattice position in the austenite and hence the ferrite is supersaturated with carbon; this causes the martensite to have an elongated (bodycentered tetragonal) crystal structure and leads to lattice expansion.
- The martensitic transformation occurs over a range of temperatures because the formation of the first martensite plates increases the difficulty of transforming the remaining austenite. Thus transformation structures can be mixtures of martensite and retained austenite.
To produce stable steel that can be satisfactorily used in engineering applications, it is necessary to temper it. Three stages of tempering occur in high (greater than 0.3%) carbon martensites, tempered for about one hour in various ranges as follows:
- At temperatures up to about 100°C some of the supersaturated carbon precipitates out of the martensite to form very fine particles of epsilon (hexagonal) carbide, which are dispersed in a martensite that consequently has a decreased carbon content.
- Between 100° and 300°C any retained austenite is able to transform to bainite and epsilon carbide.
- In the third stage of tempering, which begins about 200°C, depending on carbon content and alloy composition, the epsilon carbides dissolve and the low carbon martensite loses both its tetragonality and its carbon. As the temperature of tempering increases up to the eutectoid temperatures (723°C), the carbide precipitates coarsen and Rp0.2 decreases. Tempering just below the eutectoid temperature causes the cementite particles to assume a relatively large (1-10 μp) spheroidal shape, similar to that obtained by annealing a pearlitic structure for long periods of time.
Fracture of medium strength steels (620 MPa < Rp0.2 < 1240 MPa)
In addition to the removal of residual stress there are two effects associated with tempering that increase notch toughness. The first is the transformation of retained austenite. The austenite should be transformed at low temperatures (around 300°C) to the tough, acicular lower bainite. If it is transformed by tempering at a higher temperature, say 600°C, the brittle pearlite structure will form. Consequently steels that are to be tempered at 550°-600°C are first tempered at around 300°C to avoid this problem. This procedure is called "double tempering".
Secondly, there is the decrease in yield strength and the increase in dispersed carbide content (γm increases), both of which cause the impact-transition tempering range to be lowered as the tempering temperature is increased. Tensile ductility and Cv (max) increase, at the same strength level, as the microstructure is refined.
Temper embrittlement is reversible. If the tempering temperature is raised above the critical range, the transition temperature is lowered, but it can be raised back again if the material is reheat treated in the critical range. The presence of trace elements appears to be responsible for the embrittlement. The most important of these are antimony, phosphorus, tin, and arsenic, with manganese and silicon having a small effect. Molybdenum reduces temper brittleness when other alloying elements are present. Nickel and chromium appear to have little effect.
Fracture of high strength steels (Rp0.2 > 1240 MPa)
High strength steels are produced by basically one of three processes; quenching and tempering, deforming the austenite before quenching and tempering (ausforming), or annealing and aging to produce precipitation hardening (e.g., maraging). In addition, further increases in strength can be achieved by straining and retempering or by straining during tempering.
The high strength level of these steels makes them extremely brittle, especially when particular environments such as water vapor or hydrogen are present.
The Fracture of Stainless Steels
Stainless steels are basically iron-chromium and iron-chromium-nickel alloys to which small amounts of other elements have been added to improve mechanical properties and corrosion resistance. Their resistance to corrosion arises from the formation of an impervious layer of chromium oxide on the metal surface, which, in turn, prevents any further oxidation of the metal.
Consequently these steels are corrosion-resistant in oxidizing atmospheres, which strengthen this layer, but are susceptible to corrosion in a reducing environment, which breaks down the layer. The corrosion resistance (in oxidizing environment) increases with increasing chromium content and also with increasing nickel content. The latter element increases the overall passivity of the iron.
Carbon is also added to improve mechanical properties (yield and tensile strength) and to stabilize the austenitic stainless steel. Generally speaking, the stainless steels can be classified by their microstructures:
- Martensitic. These are iron-chromium alloys that can be austenitized and subsequently heat-treated to form martensite. They normally contain about 12% chromium and 0.15% carbon (type 410).
- Ferritic. These alloys contain about 14-18% chromium and 0.12% carbon (type 430) and are completely ferritic since chromium is a ferrite stabilizer; the austenite phase is completely suppressed in alloys containing more than 13% Cr.
- Austenitic. Nickel is a strong austenite stabilizer and alloys containing 8% nickel and 18% chromium (type 300) are austenitic at room temperature and below, as well as at high temperatures. These steels, like the ferritic grade, cannot be hardened by martensitic transformation.
The fracture characteristics of ferritic and martensitic stainless steels are similar to those of other ferritic or martensitic steels at the same strength level, grain size, and so on.
Austenitic stainless steels have a FCC structure and consequently do not fracture by cleavage, even at cryogenic temperatures. After heavy cold rolling (80%), 310 type steels have an extremely high yield strength combined with a notch sensitivity ratio of 1.0 at temperatures as low as -253°C and consequently are used in missile systems for storage tanks for liquid hydrogen. Similarly 301 type stainless can be used down to -183°C (e.g., for liquid oxygen storage tanks), but below this temperature the austenite is unstable and deforms to brittle, untempered martensite if any plastic deformation occurs at the low temperatures.
Most austenitic stainless steels are used in corrosive environments. When they are heated in the temperature range 500-900°C (e.g., during welding), chromium carbide precipitates at austenite grain boundaries, resulting in a depletion of chromium from the region near to the boundaries. This depleted layer is very susceptible to corrosive attack (particularly in hot chloride environments), and localized corrosion, in the presence of applied stress, leads to inter-granular brittle fracture.
To alleviate this problem, small quantities of elements which are stronger carbide formers than chromium, such as titanium or niobium are commonly added. These elements combine with the carbon to form alloy carbides, which prevents chromium depletion and subsequent susceptibility to stress corrosion cracking. This process is called "stabilizing".
Austenitic stainless steels are used extensively in high-temperature applications (e.g., pressure vessels) where both corrosion resistance and creep resistance are required. Some of these steels are susceptible to cracking in the heat-affected zone near welds during postwelding heat treatments and/or elevated temperature service. The cracking is the result of precipitation of niobium or titanium carbides in the grains and grain boundaries when the weld is reheated.
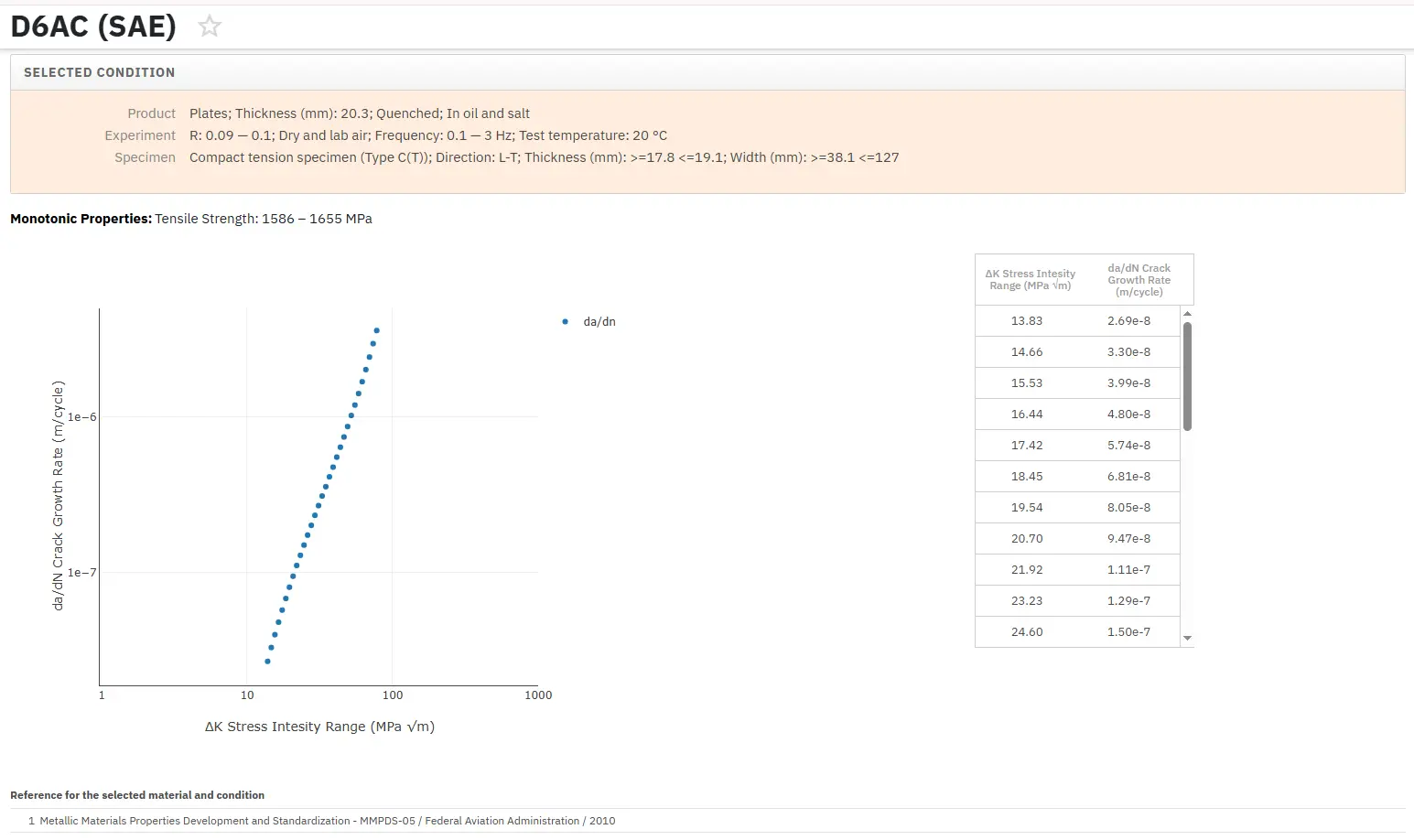
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.