High-Alloy White Irons
Abstract
High-alloy white cast irons are an important group of materials whose production must be considered separately from that of ordinary types of cast irons. In these cast iron alloys, the alloy content is well above 4%, and consequently they cannot be produced by ladle additions to irons of otherwise standard compositions. They are usually produced in foundries specially equipped to produce highly alloyed irons.
High-alloy white cast irons are an important group of materials whose production must be considered separately from that of ordinary types of cast irons. In these cast iron alloys, the alloy content is well above 4%, and consequently they cannot be produced by ladle additions to irons of otherwise standard compositions. They are usually produced in foundries specially equipped to produce highly alloyed irons.
The high-alloy white irons are primarily used for abrasion-resistant applications and are readily cast into the parts needed in machinery for crushing, grinding, and handling of abrasive materials. The chromium content of high-alloy white irons also enhances their corrosion-resistant properties. The large volume fraction of primary and/or eutectic carbides in their microstructures provides the high hardness needed for crushing and grinding other materials. The metallic matrix supporting the carbide phase in these irons can be adjusted by alloy content and heat treatment to develop the proper balance between the resistance to abrasion and the toughness needed to withstand repeated impact.
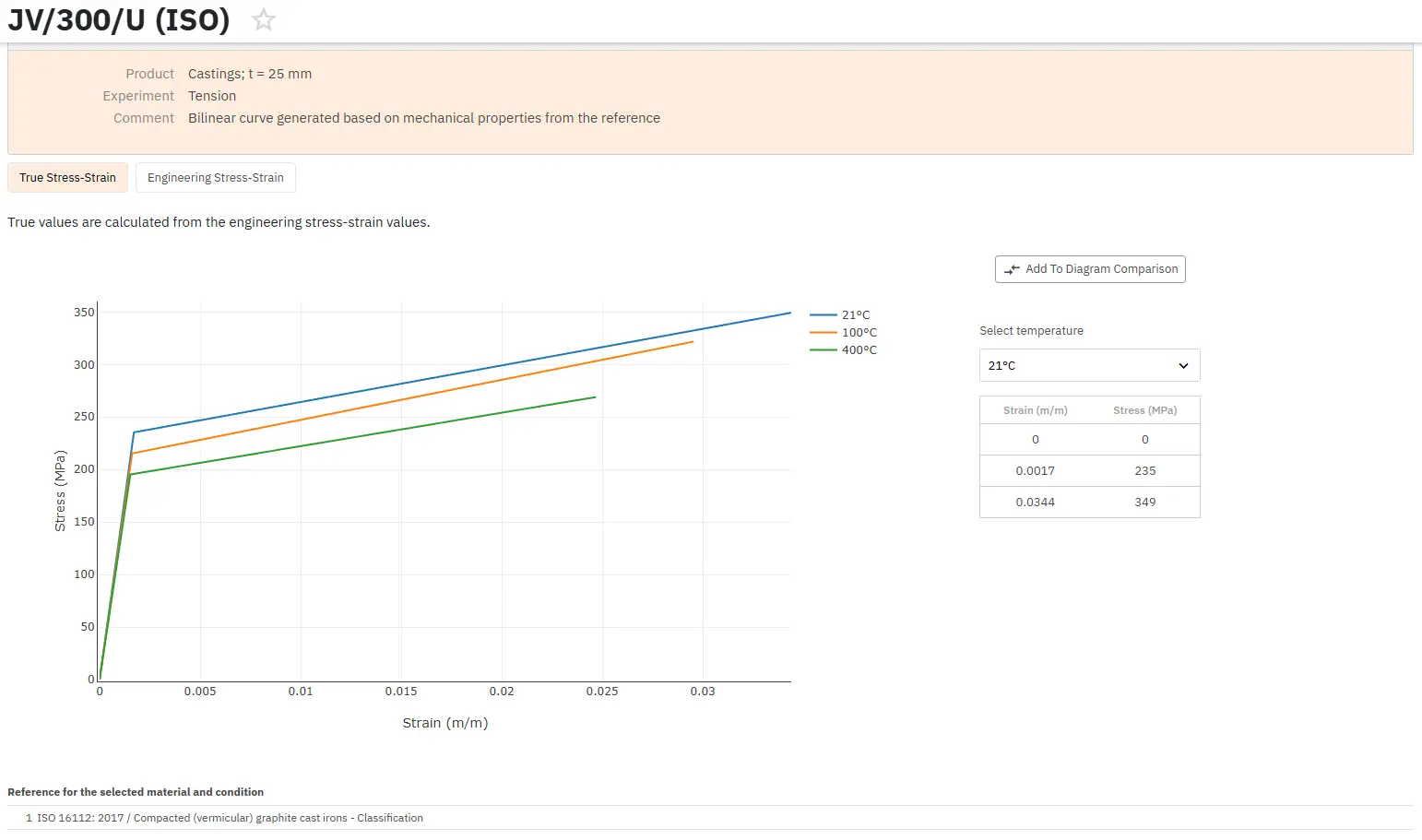
While low-alloy white iron castings, which have alloy content below 4%, develop hardnesses in the range of 350 to 550 HB, the high-alloy irons range in hardness is from 450 to 800 HB.
Specification ASTM A 532 covers the composition and hardness of the abrasion-resistant white iron grades. Many castings are ordered according to these specifications. However, a large number of castings are produced with composition modifications for specific applications. It is most desirable that the designer, metallurgist, and foundry man work together to specify the composition, heat treatment, and foundry practice to develop the most suitable alloy and casting design for a specific application.
The high-alloy white cast irons fall into two major groups:
- Nickel-chromium white irons, which are low-chromium alloys containing 3 to 5% Ni and 1 to 4% Cr, with one alloy modification that contains 7 to 11% Cr,
- Chromium-molybdenum irons containing 11 to 23% Cr, up to 3% Mo and often additionally alloyed with nickel or copper.
A third group comprises the 25% or 28% Cr white irons, which may contain other alloying additions of molybdenum and/or nickel up to 1.5%. The nickel-chromium irons are also commonly identified as Ni-Hard types 1 to 4.
Nickel-Chromium White Irons
The oldest group of high-alloy irons of industrial importance, the nickel-chromium white irons, or Ni-Hard irons, have been produced for more than 50 years and are very cost-effective materials for crushing and grinding.In these martensitic white irons, nickel is the primary alloying element because at levels of 3 to 5% it is effective in suppressing the transformation of the austenite matrix to pearlite, thus ensuring that a hard martensitic structure (usually containing significant amounts of retained austenite) will develop upon cooling in the mold. Chromium is included in these alloys, at levels from 1.4 to 4%, to ensure that the irons solidify carbidic, that is, to counteract the graphitizing effect of nickel.
The optimum composition of a nickel-chromium white iron alloy depends on the properties required for the service conditions and the dimensions and weight of the casting. Abrasion resistance is generally function of the bulk hardness and the volume of carbide in the microstructure. When abrasion resistance is the principal requirement and resistance to impact loading is secondary, alloys having high carbon contents, ASTM A 532 class I type A (Ni-Hard 1), are recommended. When conditions of repeated impact are anticipated, the lower carbon alloys, class I type B ( Ni-Hard 2) are recommended because they have less carbide and, therefore, greater toughness. A special grade, class J type C, has been developed for producing grinding balls and slugs. Here, the nickel-chromium alloy composition has been adapted for chill casting and specialized sand casting processes.
The Class I type D (Ni-Hard 4) alloy is a modified nickel-chromium iron that contains higher levels of chromium, ranging from 7 to 11%, and increased levels of nickel, ranging from 5 to 7%. Carbon is varied according to the properties needed for the intended service. Carbon contents in the range of 3.2 to 3.6% are prescribed when maximum abrasion resistance is desired. When impact loading is expected, carbon content should be held in the range of 2.7 to 3.2%.
Nickel content increases with section size or cooling time of the casting to inhibit pearlitic transformation. For castings of 38 to 50 mm thick, 3.4 to 4.2% Ni is sufficient to suppress pearlite formation upon mold cooling. Heavier sections may require nickel levels up to 5.5% to avoid the formation of pearlite. It is important to limit nickel content to the level needed for control of pearlite; excess nickel increases the amount of retained austenite and lowers hardness.
Silicon is needed for two reasons. A minimum amount of silicon is necessary to improve fluidity of the melt and to produce a fluid slag, but of equal importance is its effect on as-cast hardness. Increased levels of silicon, in the range of 1 to 1.5%, have been found to increase the amount of martensite and the resulting hardness. Late additions of ferrosilicon (0.2% as 75% Si grade ferrosilicon) have been reported to increase toughness. It is important to note that higher silicon contents can promote pearlite and may increase the nickel requirement.
Chromium is primarily added to offset the graphitizing effects of nickel and silicon in types A, B, and C alloys, ranges from 1.4 to 3.5%. Chromium content must be increased with increasing section size. In type D alloy, chromium levels range from 7 to 11% (typically 9%) for the purpose of producing eutectic carbides of the M7C3 chromium carbide type, which are harder and less deleterious to toughness.
Manganese is typically held to a maximum of 0.8% even though 1.3% maximum is allowed according to ASTM A 532 specification. While it provides increased harden-ability to avoid pearlite formation, it is a more potent austenite stabilizer than nickel, and promotes increased amounts of retained austenite and lower as-cast hardness. For this reason, higher manganese levels are undesirable. When considering the nickel content required to avoid pearlite in a given casting, the level of manganese present should be a factor.
Copper increases both hardenability and the retention of austenite and therefore must be controlled for the same reason that manganese must be limited. Copper should be treated as a nickel substitute and, when properly included in the calculation of the amount of nickel required to inhibit pearlite, it reduces the nickel requirement.
Molybdenum is a potent hardenability agent in these alloys and is used in heavy-section castings to augment hardenability and inhibit pearlite.
High-Chromium White Irons
The high-chromium white irons have excellent abrasion resistance and are used effectively in slurry pumps, brick molds, coal-grinding mills, shot-blasting equipment, and components for quarrying, hard-rock mining, and milling. In some applications they must also be able to withstand heavy impact loading. These alloyed white irons are recognized as providing the best combination of toughness and abrasion resistance attainable among the white cast irons.In the high-chromium irons, as with most abrasion-resistant materials, there is a trade-off between wear resistance and toughness. By varying composition and heat treatment, these properties can be adjusted to meet the needs of most abrasive applications. Specification ASTM A 532 covers the compositions and hardnesses of two general classes of the high-chromium irons. The chromium-molybdenum irons (Class II of ASTM A532) contain 11 to 23% Cr and up to 3.5% Mo and can be supplied either as-cast with an austenitic or austenitic-martensitic matrix, or heat-treated with a martensitic matrix microstructure for maximum abrasion resistance and toughness. They are usually considered the hardest of all grades of white cast irons. Compared to the lower-alloy nickel-chromium white irons, the eutectic carbides are harder and can be heat-treated to achieve castings of higher hardness. Molybdenum, as well as nickel and copper when needed, is added to prevent pearlite and to ensure maximum hardness.
The high-chromium irons (class III of ASTM A 532) represent the oldest grade of high-chromium irons, with the earliest patents dating back to 1917. These general-purpose irons, also called 25% Cr and 28% Cr irons, contain 23 to 28% Cr with up to 1.5% Mo. To prevent pearlite and attain maximum hardness, molybdenum is added in all but the lightest-cast sections. Alloying with nickel and copper up to 1% is also practiced. Although the maximum attainable hardness is not as high as in the class II chromium-molybdenum white irons, these alloys are selected when resistance to corrosion is also desired.
Access Precise Properties of Cast Irons Now!
Total Materia Horizon contains property information for 11,000+ cast irons: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.