Plasma Transferred Arc Welding
Abstract
Plasma Transferred Arc Welding (PTAW) represents an evolutionary advancement of Gas Tungsten Arc Welding (GTAW), utilizing a constrictor nozzle to concentrate high-energy plasma arcs for precision welding applications. This process employs a tungsten electrode within an inert gas atmosphere, typically argon, with powder filler material transported via gas stream to the plasma jet. PTAW excels in hard surfacing and corrosion-resistant overlay applications due to its localized heat input and minimal base material dilution. The technology finds extensive use in downhole tools, flow control components, power generation equipment, and riser systems, where wear resistance and corrosion protection are critical performance requirements.
Introduction to Plasma Transferred Arc Welding Technology
The Plasma Transferred Arc welding technique represents a significant evolutionary development beyond the more widely used Gas Tungsten Arc Welding process. By employing a constrictor nozzle to harness and concentrate extremely high energy densities while restricting the electric arc through sophisticated gas control methods, PTAW demonstrates exceptional effectiveness for specialized welding applications requiring precision and superior material properties.
Technical Principles and Process Fundamentals
The Plasma Transferred Arc process operates on plasma physics principles, making it a natural evolution of the Gas Tungsten Arc Welding methodology. The system achieves high-energy concentration through a carefully designed constrictor nozzle that restrains the column diameter of an electric arc established between a tungsten electrode and the workpiece within an inert gas atmosphere, predominantly argon.
The feeding material reaches the plasma jet through a controlled gas stream, which may consist of inert gases, active gases, or precisely formulated mixtures of both. A third gas flow system provides essential protection for the molten metal pool, preventing atmospheric contamination that could compromise weld quality. While the process accommodates various gas combinations, argon typically serves as the preferred medium for all three gas delivery systems due to its superior inert properties and consistent performance characteristics.
Process Comparison: PTAW versus Plasma Arc Welding
The PTA process shares fundamental similarities with Plasma Arc Welding while incorporating distinct operational differences. Both welding processes utilize a non-consumable tungsten electrode positioned within the torch assembly, feature water-cooled constrictor nozzles for thermal management, employ shield gas protection for the molten pool, and generate controlled plasma gas flows.
The primary distinction between these plasma welding processes lies in the filler material delivery system. PTAW utilizes powder-based filler materials rather than traditional wire feedstock, necessitating specialized gas transport mechanisms to deliver the powder to the arc region effectively.
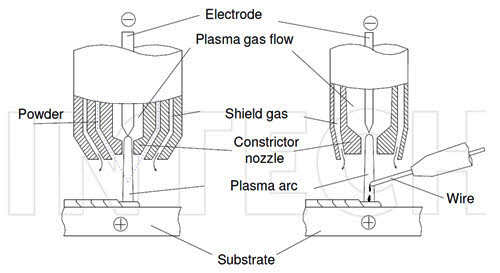
Figure 1: Comparison of Plasma Transferred Arc processes and PAW
Equipment Design and Arc Characteristics
The PTAW welding process and equipment represent a sophisticated modification of standard Gas Tungsten Arc Welding systems. The most significant enhancement involves comprehensive redesign of the GTAW torch to provide superior concentration and collimation of the arc plasma. This advancement generates the arc and its associated plasma within the controlled confines of the torch, subsequently discharging the high-temperature ionized plasma through a precisely engineered orifice.
The orifice diameter, geometric configuration, and throat length undergo careful engineering to maximize the desirable arc properties, including optimal culmination, elevated temperature maintenance, and exceptional stability. The system incorporates interchangeable orifice components, allowing dimensional variations to accommodate diverse welding requirements and material specifications. This orifice design concentrates the plasma arc while collimating the flow to achieve a focused beam configuration, contrasting sharply with the characteristic umbrella-shaped arc pattern of conventional GTAW processes.
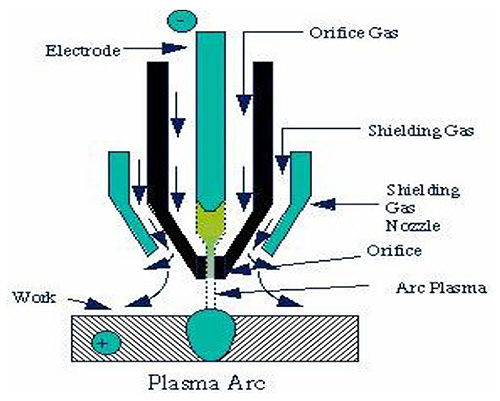
Figure 2: Schematic view of Plasma Transferred Arc (PTA) Welding
Industrial Applications and Material Capabilities
Hard Surfacing Applications
PTAW technology demonstrates exceptional suitability for applying hard alloy systems designed for superior wear resistance. The process successfully deposits advanced materials including Stellite alloys, Colmonoy compositions, Hastelloy systems, and Tungsten Carbide formulations. These materials provide enhanced durability and extended service life in demanding industrial environments.
Corrosion Resistant Overlay Systems
The localized heat input characteristics of PTAW enable the application of corrosion-resistant alloys with minimal dilution into the base material substrate. This precision control allows PTAW systems to achieve stringent subsea chemistry requirements, maintaining iron content below five percent in overlay thicknesses as thin as 0.040 inches, meeting critical performance specifications for marine and offshore applications.
Industry Sectors and Component Applications
The versatility of PTAW technology supports numerous industrial sectors requiring specialized surface enhancement solutions. In the oil and gas industry, non-magnetic downhole tools benefit significantly from PTAW applications, including drill collars, wear bands for measurement-while-drilling equipment, and flexible drilling components. Additional downhole components such as mud motor bearings, stabilizers, top subs, piston assemblies, flow restrictors, and drill bits rely on PTAW surface treatments for enhanced performance and longevity.
Flow control applications represent another major application area, with valve bores, gates, seats, seat pockets, ring grooves, and valve stems requiring the precision and durability that PTAW technology provides. The power generation sector utilizes PTAW for turbine blade enhancement, shaft surface treatment, and bearing surface optimization. Riser equipment components, including pins and box connections, also benefit from the superior material properties achieved through plasma transferred arc welding processes.
Conclusion
Plasma Transferred Arc Welding continues to establish itself as an indispensable technology for advanced surface enhancement applications across multiple industrial sectors. The process combines the proven principles of plasma physics with innovative equipment design to deliver superior material properties, precise control, and exceptional performance in demanding service environments.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.