Precision Forging: Part One
Abstract
Precision forging is a modern approach to metal forming that enables the economical production of components ranging from tiny parts to massive industrial pieces. By utilizing controlled forging processes, manufacturers can achieve high dimensional accuracy and structural integrity, minimizing the need for further machining. This article explores the principles, techniques, and advantages of precision forging, emphasizing its role in cost reduction, material efficiency, and product quality across various metals and alloys.
Introduction to Precision Forging
Precision forging is an advanced metal forming process designed to produce components with exceptional accuracy and minimal need for post-forging machining. This technique supports the economical manufacture of parts from just a few grams to several tons. Today, precision forging is performed using systematically designed processes in controlled presses and hammers, ensuring both dimensional accuracy and superior structural strength.


Figure 1: (a) the production of very small forged parts and (b) a large-scale open die forging of a 450,000-pound generator shaft
Fundamentals of the Precision Forging Process
Forging encompasses several processes where metal is shaped through plastic deformation, starting from simple forms like bars, billets, blooms, or ingots. The force required for deformation is applied by hammers, presses, upsetters, or ring rollers—either individually or in combination. The final shape is determined by the tools in contact with the workpiece and the precise control of applied energy.
Various forging techniques are employed depending on the product requirements and stage of manufacturing. While most forging shapes the metal, precision forging refines products to a near-net shape, often eliminating the need for additional machining before final use. After precision forging, only minimal finishing is typically required before shipping or further manufacturing.
In conventional precision forging, metals are usually formed at ambient (cold forging) or semi-hot temperatures. For complex components, the material is hot formed under isothermal conditions to exploit superplasticity when necessary. Initially, enclosed dies were used, but precision forging has expanded to include alloys of steel, aluminum, magnesium, and titanium, driven by material savings and competitive manufacturing costs.
It is important to note that precision forging is not a distinct process but an approach to achieving net or near-net shape parts. Sometimes referred to as close-tolerance forging, the goal is to meet strict dimensional and surface finish tolerances directly through forging.
Precision Forging Techniques and Process Flow
Precision forging at ambient temperature, or cold forging, is typically preceded by hot forging operations that produce a suitable slug. In conventional hot forging with half dies, a significant amount of material is lost as flash and allowances. To reduce waste, closed-die forging—often involving complex operations like forward and backward extrusion—is used to create preforms for precision forging.
Extrusion forging is particularly advantageous because the stress is primarily triaxial compression, allowing for large deformations without compromising material cohesion. Precision forming generally eliminates the need for die drafts. The entire manufacturing process is typically divided into several stages.
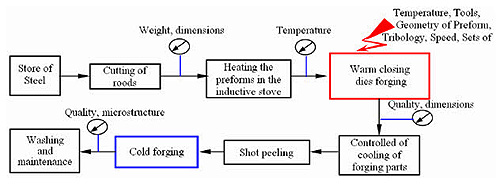
Figure 2: Flowchart of the precision forging process
For example, the process for manufacturing a low-carbon steel product includes the following steps:
- Metal bundles are delivered from storage and cut into pieces of specified dimensions and weight.
- The pieces are heated to approximately 900°C using an induction furnace, maintaining a constant temperature for quality assurance.
- Heated preforms are fed into a press and formed in 2–5 operations.
- Dies are preheated to operating temperature to prevent thermal shock and die cracking.
- The forging process is rapid, lasting only a few seconds, and is followed by controlled cooling.
- Forgings are cleaned of graphite in a shot peening machine, then cold worked, oiled, and cold formed to achieve the precise final shape.
- After cold forming, the forgings are washed and greased.
Products and Applications of Precision Forging
Precision forging is used to manufacture a wide variety of products, from small automotive and industrial components to large structural parts. The method's accuracy and repeatability make it suitable for producing high-quality parts with minimal material waste.


Figure 3: Examples of products made by precision forging
Cost and Quality Advantages of Precision Forging
Precision forging offers several significant advantages:
- Reduced material input weight: Efficient material use lowers costs and minimizes waste.
- Superior structural integrity: Plastic deformation aligns grain flow with the shape of the part, enhancing strength.
- Improved strength in all directions: Components exhibit excellent strength along both transverse and short transverse axes.
- Minimized machining: Near-net shape forming reduces or eliminates the need for additional machining operations.
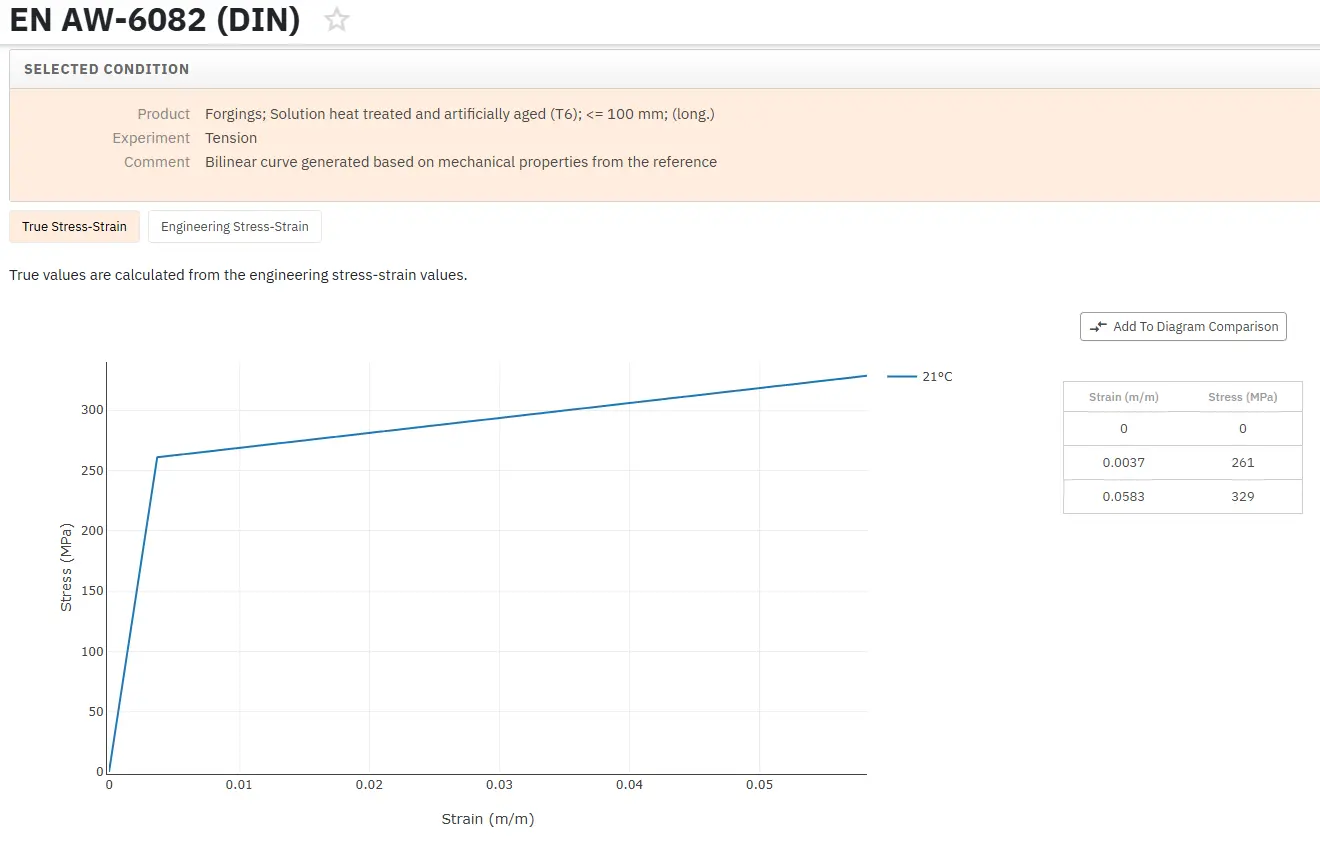
Find Instantly Properties of Forging Materials!
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.