Shape Rolling
Abstract
Shape rolling is a critical metal forming process used primarily in steel manufacturing to produce various cross-sectional profiles. This process involves heating steel billets to approximately 1200°C and continuously feeding them through specially designed roller stands that progressively form the desired shape. The technique requires substantial force, measured in thousands of tons, to transform the high-strength material. Shape rolling produces essential construction components such as I-beams, H-sections, channels, and other standardized profiles defined by international specifications. These rolled products serve crucial applications in construction and infrastructure development due to their structural integrity and load-bearing capabilities.
Introduction to Shape Rolling
Steel, while exceptionally strong at normal temperatures, becomes significantly more malleable at elevated temperatures. This characteristic is leveraged in shape rolling processes, where steel from the initial steelmaking operations (billets, blooms, and slabs) is transformed into useful products under carefully controlled high-temperature conditions.
The fundamental approach involves heating steel to approximately 1,200°C in reheat furnaces before passing it through specialized rolling equipment. This temperature allows the steel to be formed without excessive force while maintaining metallurgical properties.
Rolling Process and Equipment
The rolling process employs pairs of cylinders or rolls housed in structures called "stands." These rolls must exert tremendous forces, measured in thousands of tons, to reshape the steel while simultaneously drawing it continuously through the rolling sequence and reducing its thickness.
Two principal product categories emerge from shape rolling operations:
- Flat products - Sheets or strips with uniform thickness throughout
- Long products - Extended lengths with specific cross-sectional profiles, ranging from simple rectangular bars to complex double-flange H-sections
For flat product manufacturing, two horizontal rolls are typically positioned one above the other in an open housing arrangement. In contrast, long product rolling utilizes a series of specially shaped and angled rolls arranged in multiple stands to progressively transform the steel into the required final shape.
Standard Shape Profiles and Applications
British, European, and International standards define precise dimensions for a diverse range of open section shapes. The most common profiles include:
- I-sections (I-beams)
- H-sections
- Angle sections (L-beams)
- Channel sections (U-channels)
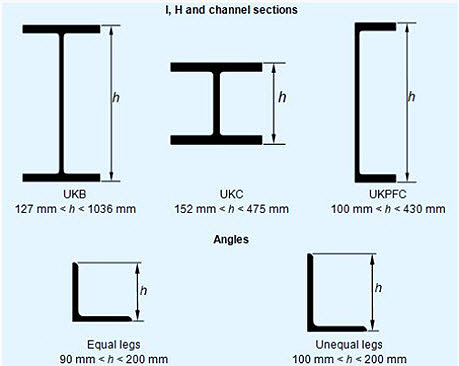
Figure 1: Standard open sections (most common profile types)
These standardized profiles are particularly valuable in construction applications where their geometric properties provide excellent structural integrity and load-bearing capacity.
Shape Rolling Mechanics
The fundamental principle of shape rolling involves deforming the workpiece into a contoured cross-section. This is accomplished by passing the material through rolls that have the inverse (negative) of the desired shape profile. As the steel passes through sequential roll stands, it progressively assumes the intended final geometry.
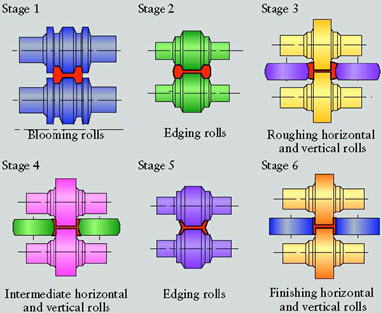
Figure 2: Stages in the H-section shape rolling
The H-section formation illustrated in Figure 2 demonstrates how a relatively simple starting shape is gradually transformed through carefully designed roll passes into the complex final profile. Each stage contributes to the dimensional development of the flanges and web that characterize the H-section.
Applications and Importance
Shape-rolled steel products form the backbone of modern construction and infrastructure development. Their standardized dimensions and predictable mechanical properties make them ideal for:
- Structural frameworks in buildings
- Bridge construction
- Railway infrastructure
- Industrial facilities
- Heavy equipment manufacturing
The economic importance of shape rolling cannot be overstated, as it enables mass production of essential structural components with consistent quality and performance characteristics.
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.