Deep Hole Drilling
Abstract
Deep hole drilling or gundrilling is a metal working technique that developed through the manufacture of firearms.
The need was identified to be able bore or drill a perfectly straight precision hole through the material and through this need developed a highly precise manufacturing process.
Deep hole drilling was first developed for the manufacturing of firearms, hence the other common name of gundrilling. Originally a time-consuming and expensive process, technological advances have made it a highly efficient manufacturing process utilized in all metal cutting industries, including automotive, aircraft, aerospace, construction, medical, tool and die, petro chemical, hydraulics, pneumatics and more. Gundrilling is an ideal solution for most deep hole and high precision drilling projects. This operation produces accurate, repeatable holes with excellent surface finishes.
Principles of Deep Hole Drilling
The process of drilling deep holes in metal is a familiar one in many shops, particularly where firearms are manufactured, or heavy ordnance is constructed. Since the adoption of hollow spindles for lathes and other machine tools, the methods for machining the bores of guns have been employed in machine tool shops for drilling these spindles; and through this and other means the principles of the operation have become better understood.
It is not an simple matter, however, even with the best equipment, to drill or bore a deep hole that is smooth and round, of exactly the required diameter from end to end, and perfectly straight. It is well known that a long, or deep, hole, i.e. long in proportion to its diameter, is best roughed out and finished by using a tool on the end of a long bar which enters the work from one end.
This is true, whether drilling into solid metal, or boring and reaming a hole that has already been drilled or bored out. A boring bar which extends through the piece, and on which is either a stationary or a traveling head, is not satisfactory for very long work however, owing to the spring and deflection of the bar, which is made even more problematic by the fact that the bar must be smaller than the bore to allow room for the cutter head.
While a long hole may sometimes be finished satisfactorily by means of such a boring bar, by packing the cutter head with wooden blocks which just fill the part of the bore that has been machined, and so support the bar, the method is fundamentally incorrect for long work.
The best methods for machining deep holes effectively an adaptation of what has been proved to be successful in ordinary drilling and boring in the engine lathe or chucking machine.
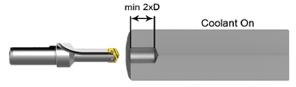
Figure 1 shows the deep hole drilling steps according to AMEC Engineering Company LtD.
Step 1 - Pilot Drill:
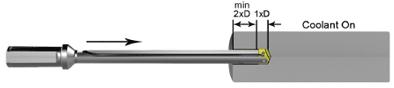
Step 2 - Feed In:

Step 3 - Deep Hole Transition Drilling:
Step 4 - Deep Hole Drilling – Blind:
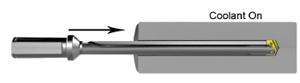
Step 5 - Deep Hole Drilling –Through:
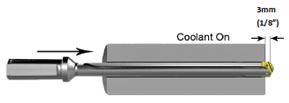
Step 6 - Drill Retract:

Figure 1: Guideline for deep hole drilling
Find Instantly Precise Material Properties!
Total Materia Horizon contains mechanical and physical properties for hundreds of thousands of materials, for different temperatures, conditions and heat treatments, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.