Laser Forming
Abstract
Laser forming represents a revolutionary thermo-mechanical manufacturing process that utilizes laser-induced thermal distortion to shape sheet metal components without requiring traditional tooling or external forces. This innovative technique offers significant advantages over conventional forming methods, including enhanced flexibility, reduced costs, and the ability to process hard-to-form materials. The process achieves precise deformation through controlled laser heating, making it ideal for rapid prototyping and low-volume manufacturing applications. Laser forming technology demonstrates particular value in aerospace, automotive, shipbuilding, and microelectronics industries, where its non-contact approach and energy efficiency provide competitive manufacturing solutions. The technique can achieve bend angles up to 90° through multiple scanning passes while maintaining excellent process control and reproducibility.
Introduction to Laser Forming Technology
Laser forming (LF) represents a highly flexible rapid prototyping and low-volume manufacturing process that revolutionizes traditional sheet metal fabrication. This advanced manufacturing technique employs laser-induced thermal distortion to shape sheet metal parts without requiring hard tooling or external forces, fundamentally changing how manufacturers approach metal forming operations.
The laser forming process operates on principles of controlled thermal expansion and contraction. When a focused laser beam scans across a metal surface, it creates localized heating that generates thermal stresses within the material. These controlled thermal stresses produce permanent deformation, allowing manufacturers to achieve precise bending and shaping operations without physical contact or traditional dies.
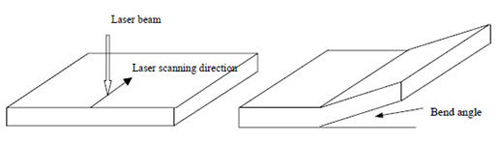
Figure 1: Laser forming process, illustrating the laser beam path and resulting material deformation
Traditional forming processes have historically relied on mechanical force application through dies and tooling systems. These conventional methods require the application of forces that produce stresses greater than the material's yield strength while remaining below the fracture strength. Simple examples of traditionally formed parts include beverage containers, angle brackets, and connecting rods, all requiring specific dies that determine the final part geometry.
Thermo-mechanical forming, however, enables manufacturers to form sheet metal, rod, pipe, or shell components without external forces and eliminates the need for dies entirely. Laser forming exemplifies this thermo-mechanical approach, allowing manufacturers to create angle brackets and similar components without traditional tooling investments.
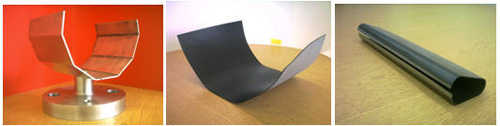
Figure 2: Various examples of laser-formed parts, showcasing the versatility and precision achievable through this manufacturing technique
Advantages of Laser Forming Over Traditional Methods
Tooling Elimination and Cost Reduction
The most significant advantage of laser forming lies in its elimination of traditional tooling requirements. This characteristic dramatically reduces forming process costs because no tools or external forces participate in the manufacturing operation. The technique proves particularly beneficial for small batch production and diverse sheet metal component manufacturing. The flexibility inherent in laser beam delivery and power regulation systems enables easy integration into automatic flexible manufacturing systems.
Non-Contact Processing Capabilities
Laser forming operates as a completely non-contact forming process, enabling precise deformation production in previously inaccessible areas. This capability proves invaluable when working with delicate components or complex geometries where traditional tooling access presents challenges.
Enhanced Process Control and Precision
The laser forming process offers exceptional control capabilities through precise manipulation of laser beam size and power parameters. This control enables accurate forming process management and significantly improves manufacturing reproducibility compared to traditional methods.
Superior Energy Efficiency
Laser forming utilizes localized heating to induce controlled deformation rather than heating entire workpieces, as required in traditional processes. This localized approach provides substantial energy efficiency advantages, reducing overall manufacturing energy consumption.
Expanded Application Versatility
Laser forming technology offers broader application possibilities than conventional mechanical forming methods. These applications include sheet metal component adjustment and alignment operations that would be difficult or impossible using traditional techniques.
Hard-to-Form Material Processing
Laser forming proves particularly suitable for materials that present challenges in mechanical forming approaches. The typical laser forming process limits metal degradation to a very thin layer of the irradiated surface due to short interaction times, making the process suitable for temperature-sensitive materials. Proper process parameter selection can actually improve the microstructure of the heat-affected zone in laser-formed parts.
Laser Forming System Components and Process Parameters
The laser forming technique closely resembles laser surface heat treatment procedures, involving scanning a defocused beam over sheet metal surfaces designated for forming. Moving the laser beam along a straight line without interruption causes the sheet to bend along the motion line, creating precise angular deformation.
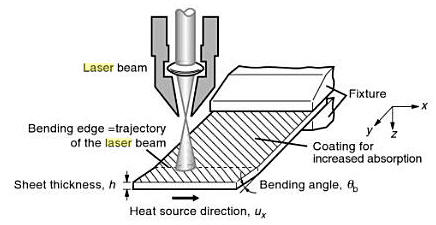
Figure 3: Laser beam bending process, showing the relationship between beam movement and resulting deformation
A complete laser forming system incorporates several critical components that work together to achieve precise forming results. The laser source with beam delivery system provides the controlled thermal energy necessary for the forming process. A motion table unit mounts the workpiece securely, or alternatively, a robot system holds a fiber-optic delivery system for enhanced flexibility.
Cooling systems become necessary in certain applications to control thermal gradients and prevent excessive heating. Temperature monitoring systems ensure process control and maintain optimal forming conditions throughout the operation. Shape monitoring systems provide real-time feedback on deformation progress, while computer control systems integrate all components for precise, repeatable operations.
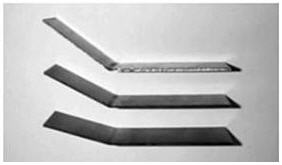
Figure 4: Photographs of three different sheet metals bent using laser forming technology
Process Characteristics and Forming Capabilities
The typical bend angle achieved in a single laser forming step ranges approximately 2°, though certain conditions may enable angles as high as 10°. Manufacturers can achieve total bend angles reaching 90° and higher through process repetition. The bend angle obtained after the first scan typically exceeds the bend angle achieved in subsequent scans. However, after the initial scan, the bend angle increases almost proportionally to the number of scanning passes.
Complex three-dimensional shapes become achievable by offsetting each scanning track by small increments. In these applications, the radius of the produced part depends on various processing parameters, particularly the offset amount between tracks. Smaller offsets result in smaller radii, providing manufacturers with precise control over final part geometry.
Several factors influence the bend angle achieved in each forming step. Decreased sheet thickness results in increased bend angles due to reduced bending restraint. Conversely, the bend angle per step decreases with reduced plate width. This relationship occurs because decreasing plate width reduces the volume of material acting as a heat sink, subsequently decreasing the temperature gradient associated with the process. This reduction results in decreased compressive strain and consequently reduced bend angles.
For applications involving high width-to-thickness ratios greater than 10, the bend angle becomes almost independent of plate width, providing consistent results across various material dimensions.
Industrial Applications and Future Potential
Laser forming technology demonstrates significant potential across multiple industries, including aerospace, shipbuilding, microelectronics, and automotive manufacturing sectors. The rapid, flexible, and low-cost metal forming capabilities provided by laser forming technology can substantially improve the competitiveness of these industries.
In aerospace applications, laser forming enables the production of complex components with precise tolerances while eliminating expensive tooling investments. Shipbuilding operations benefit from the technology's ability to form large sheet metal sections without requiring massive forming equipment. Microelectronics manufacturing utilizes laser forming's precision capabilities for creating delicate components that require exact specifications.
The automotive industry leverages laser forming for both prototyping and low-volume production applications, particularly for specialized components or custom modifications. The technology's flexibility allows manufacturers to respond quickly to design changes without significant tooling modifications.
Conclusion
Laser forming represents a transformative manufacturing technology that addresses many limitations of traditional metal forming processes. Through its combination of precision control, tooling elimination, and enhanced material compatibility, laser forming provides manufacturers with unprecedented flexibility in sheet metal component production.
The technology's continued development and refinement promise even greater capabilities and broader industrial adoption. As manufacturers increasingly seek sustainable, efficient, and flexible production methods, laser forming stands positioned to play a crucial role in the future of metal manufacturing operations.
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.