Contribution of Fracture Mechanics to Material Design: Part Four
Abstract
An example of the design of a new steel type is steel with intermetallic phases. This steel contains needle-like martensite laths, smaller than 1μm, which provide high yield strength and good toughness. Further improvements of the properties are not possible by additional alloying with carbon or nitrogen. Since the needle-like martensite can be obtained only in very low carbon content, further increase of yield strength is possible only by controlled precipitation of intermetallics.
Modern Trends
Can steel be further improved? Yes, of course. Two main directions are: (1) design of new types of steels for particular applications (physical metallurgy/fracture mechanics approach) and (2) improvement of technology (technological approach).
An example of the design of a new steel type is steel with intermetallic phases. This steel contains needle-like martensite laths, smaller than 1μm, which provide high yield strength and good toughness. Further improvements of the properties are not possible by additional alloying with carbon or nitrogen. Since the needle-like martensite can be obtained only in very low carbon content, further increase of yield strength is possible only by controlled precipitation of intermetallics. The measures for technological improvement are:
- Cleanness of steel: The state of art of steel making technology can produce very clean steel in terms of N+O+S+P<50ppm! Clean steel improves toughness of both base metal and HAZ.
- Inclusion shape control: Even though S content is lowered to the level of 10 ppm, it is not possible to avoid formation of MnS in the central segregation zone. As pointed out previously, MnS tends to elongate, behave as a stress concentrator and lowers the toughness.
- Centerline segregation in slab: The continuously cast slab always has a centerline segregation, characterized with higher concentration of Mn, C, P and S. The intensity of centerline segregation can be reduced by having cleaner steel, by the reduction of slab thickness during steel casting and by accelerated cooling, or by combination of these processes.
- Slab reheating temperature: Reheating temperature in furnace must provide both homogenous grain size and dissolution of alloying elements.
- Accelerated cooling increases the undercooling and nucleation rate, enabling additional refinement. One of results is the absence of clear yield point, due to bainitic transformation.
The development of steel as a structural material is summarized in Figures 6 and 7.
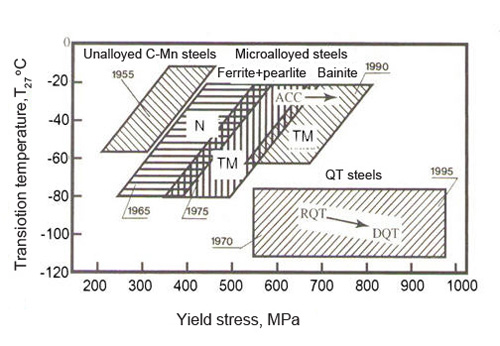
Figure 6: Schematic interrelationship between the yield strength and the transition temperature T27 for different steel types.
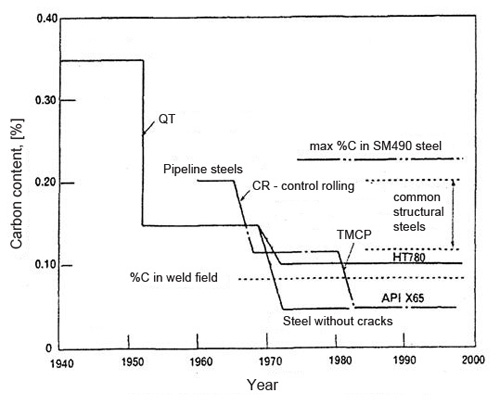
Figure 7: Change of carbon content in structural steels during their development.
It is worth noting that each new generation of steel follows the direction to both decreasing transition temperature and increase yield point. Also, this development have been accompanied with improvements in weldability, formability etc. Figure 7 shows that development of steels for pipelines had to be accompanied with improvements in weldability, therefore, the carbon content is very low, while good toughness and high yield point are achieved by complex alloying (combination of Nb, V and Ti).
Another example of the contribution of fracture mechanics will be described on development of medium carbon microalloyed steels for sucker rods in oil industry. These rods are being subjected to heavy dynamic loading in a very aggressive atmosphere. Therefore, the requirements are very high.
It is known that the presence of acicular ferrite considerably improves toughness, due to the shape of ferrite grains, and that bainite brings corrosion resistance. Therefore, a new steel containing 0.03% C; 0.33% Si; 1.5% Mn; 0.1% V; 0.012% N; and 0.01% Ti has been designed for this application. Rods are bonded by screws, therefore the absence of welding have allowed relatively high carbon content. Effect of temperature on CVN Impact Energy and microstructures is illustrated in figure 8. The steel has been produced by hot forging with subsequent cooling on still air.
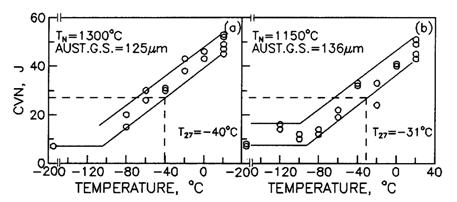
Figure 8: The effect of temperature on CVN Impact Energy of medium carbon V-microalloyed steel.
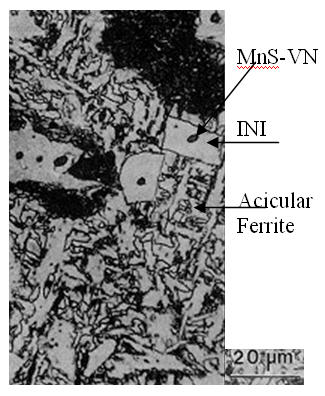
Figure 9: Microstructure of tested steel with MnS-VN inclusion; INI = intragranularly nucleated ferrite.
Very low transition temperature, in spite this is not a Q+T steel, is obtained due to the dominant presence of acicular ferrite in the microstructure. It has been suggested that non-metallic particles are necessary for nucleation of acicular ferrite. The extent of nucleation depends on composition, crystal structure, number, size and interparticle distance etc. Second condition is grain size on annealing temperature, i.e. grain should have some optimal size, rather larger than smaller, because larger grains will decrease temperature of austenite decomposition to the temperature range in which acicular ferrite is a dominant structure.
Hardenability has a similar role. Second phase particles are usually oxides and/or nitrides or sulfides; MnS particles served as preferential places for precipitation of VN, which has a great potential for nucleation of intragranular proeutectoid ferrite (intragranularly nucleated ferrite – INI), which in turn serves as a nucleation site for acicular ferrite. Therefore, even considerably high content of sulfur (130 ppm) hasn’t damaged toughness, i.e. nucleation of acicular ferrite wouldn’t be possible without MnS particles. This conclusion is very important for further practical design of materials.
Based on the advancement of fracture mechanics, consideration of particles in steel is not only in direction of smaller content of impurities, but more to control the shape and distribution of second phase particles. It is much easier and reasonably cheaper to control the shape of inclusions, than to produce steel with very low sulfur content. If the shape of second phase is modified into sphere, than no stress concentration will occur, and presence of inclusions can be sometimes neglected or even beneficial!
Conclusion
Fracture mechanics has introduced the relation between material properties, service conditions and defects in the structure originating from fabrication. In the field of materials design, fracture mechanics has improved the quantification of both shape and size of inclusion/second phase particles, allowing less conservative approach to design, i.e. practical dealing in materials production with an aim to produce material with acceptable impurity content distributed in controlled shapes and sizes. This approach has opened a whole new area both in the materials design and methods for detecting defects in materials.
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.