Tandem Rolling Process
Abstract
This article examines tandem cold rolling mills, categorized as sheet mills (reducing hot band to sheet gauge) or tin mills (processing material to tinplate stock). The process offers significant cost reduction and productivity benefits, particularly when integrated with continuous casting. The paper explores the technical aspects of tandem rolling operations, including the multiple-stand configuration, thickness reduction mechanisms, speed synchronization challenges, and the distinct operational phases. Understanding these elements is essential for optimizing metal processing in automotive, packaging, appliance manufacturing, and other industrial applications.
Introduction to Tandem Rolling
Tandem cold rolling represents a critical metal forming process in modern metallurgical industries. The process involves passing work material through several consecutive stands, with each stand reducing the material thickness by a specific amount. This sequential reduction allows for significant overall thickness reduction between the first and last stands.
Rolling strip products manufactured through this process find extensive applications across numerous industries, including:
- Automobile manufacturing
- Food packaging
- Household electric appliances
- Machinery and light industry
- Instruments and communications
- Military applications
- Various other industrial fields
Cold Rolling Fundamentals
In cold rolling operations, material processing typically occurs without preheating the workpiece before forming. Only specific steel varieties—such as spring steel, tool steel, tempering steel, or alloyed steels—may undergo heat treatment prior to pickling and rolling. Nevertheless, the rolling process itself generates heat through friction at the contact surfaces of the workpiece. In rapid adiabatic processes, this frictional energy conversion can elevate temperatures beyond 100°C.
The steel processing sequence in cold rolling mills differs substantially from hot rolling production methods. The manufacturing process follows a specific sequence:
- Descaling (typically through pickling, sometimes combined with shot blasting)
- Cold rolling
- Heat treatment
- Further processing (slitting, skin-pass rolling, coiling, and packing)
Tandem Mill Configuration and Design
Tandem cold rolling mills are classified according to their stand arrangement and intended output. They are designated as "sheet mills" when designed to reduce hot band to sheet gauge, or "tin mills" when processing incoming material to tinplate stock.
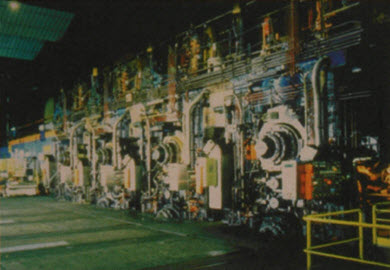
Figure 1: Typical five stand tandem cold rolling mill
The configuration shown in Figure 1 illustrates a typical five-stand tandem cold rolling mill. In this arrangement, the work material passes continuously through multiple stands, with each stand contributing to the progressive reduction in thickness. The cumulative reduction between the first and last stand can be substantial.
The tandem rolling process presents specific technical challenges, primarily stemming from the increasing speed of the work material as it passes through successive stands. To maintain synchronization throughout the entire operation, manufacturers implement various sophisticated control systems.
Despite the initial technical complexities and setup investment requirements, tandem rolling delivers considerable advantages in terms of cost reduction and productivity enhancement for industrial metal rolling processes. These benefits become even more pronounced when the tandem rolling process is integrated with continuous casting operations.
Operational Phases of Tandem Rolling
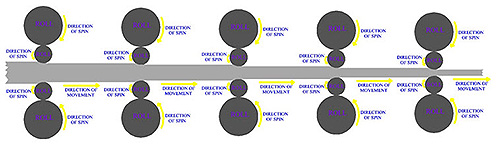
Figure 2: Tandem rolling operation
The tandem cold rolling process comprises several distinct operational phases, as illustrated in Figure 2. These phases include:
- Threading
- Acceleration
- Run speed operation
- Deceleration
- Tailing out
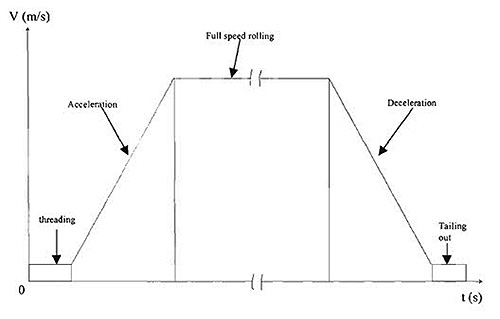
Figure 3: Typical speed diagram of a tandem cold rolling
Figure 3 presents a typical speed diagram for tandem cold rolling operations. The process begins with threading, the initial phase of rolling. Following successful threading, dynamic control loops (Automatic Gauge Control and Automatic Flatness Control) are engaged, and corresponding actuators are activated.
Subsequently, the mill speed increases during the acceleration phase until reaching the preset maximum. During run speed operation, the speed control system maintains rolling velocity near this maximum threshold. As the coil processing nears completion, the mill decelerates to a predetermined de-threading speed in preparation for the final tailing out phase.
Each operational phase presents unique disturbances that require specific control measures to ensure consistent product quality and operational efficiency in cold rolling production.
Advantages and Industrial Applications
Once manufacturers overcome the particular technical challenges and initial investment requirements, tandem rolling provides substantial advantages in industrial metal rolling processes:
- Significant cost reduction through efficient processing
- Enhanced productivity, especially when integrated with continuous casting
- Improved material properties through controlled, sequential reduction
- Capability to achieve substantial thickness reductions while maintaining product quality
- Versatility in processing various metal types for diverse industrial applications
The versatility and efficiency of the tandem rolling process make it indispensable for producing high-quality strip materials used across multiple industrial sectors, from automotive components to packaging materials for consumer goods.
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.