Production Technology of Cored Wire Used for Liquid Metal Treatment in Steel Plants: Part One
Abstract
Of late, the demand of superior quality steel for railways, defense, constructions, automobiles etc has increased significantly. To comply with this demand, steel industries had to improvise their traditional manufacturing technologies for production of cleaner metal at an enhanced casting rate. One among such improvisations happens to be the substitution of liquid metal treatment (LMT), with the cored wire (CW) injection system. However the efficient utilization of CW is highly conditional and the dilemma over the relative quality characterization of CW, received from multiple sources persists.
In iron and steel industries, raw materials are procured and the quality evaluations are made against universal standards, such standards for CW are yet to be framed by ISO, ASTM, EN, BIS etc.
In the absence of standards, the CW users have to develop their own internal standards and for these individuals it is necessary to get familiarized with CW production, additive quality, and additive-metal chemical reactions and coil feeding technique. Such information will be useful for users of CW in making an assessment of quality, performance, defects analysis etc.
Furthermore, the quality assessment and performance evaluation is not only essential because of commercial & technological significances of CW but also necessary for overall quality improvement and sustainable development of CW industries across the country.
The hope is that this article will be useful for both users and producers of CW.
Introduction
The production of CW was commercialized almost three decades ago and industries like Affival (France), Odermath (Germany), Injection Alloys (UK), Minteq & PC.Compana (USA), Rima (Brazil), Chepetsky (Russia), Prowire (Italy), Cedifil (Spain), Heraeus Electro Nite-Ardee B.S (China) etc came into existence.
The above industries, established their rapport with reputed additive manufacturers, invested in R&D and the resulting inventions were patented. The CW produced by these industries is often recognized by their trade names or core contents or both (e.g. Trimtec, Arco, Pferro-Cal and Hi-Cal etc).
During this decade the demand of CW accelerated with rise in crude steel production, which helped the CW industries to grow simultaneously. Currently China is producing almost 0.2 million tons of CW from 150 mills and the most credible feature with Chinese production is their indigenous resource development for CW additives & CW forming machines.
In this comparison India produces 10% more crude steel than China but the parity does not hold well in CW production. The reason may be attributed to the fact that; neither important additives (like Ca- metal, Ca- alloys, and noble Ferro alloys like eutectic- Fe-Ti, Fe-V, Fe-Nb, etc) nor CW mills are economically produced in the country.
The demand of CW is met through imports & supplies from some local industries like Minex metallurgical, Team Fe-alloys, Sarthak Metal Marketing, Air Tech Engineers, Ardee BS and Remso/Mishika etc. It is worth noting however that the CW injection machines are being fabricated in the country.
Primary steel producers are the main consumers of CW and besides this, several secondary producers like, Bhushan, Jindal, Sunflag, Facor, Usha, Lloyds, Essar and many others have started using CW in their foundries. During the realization of this work, the author came into contact with the CW-mill suppliers & CW producers across the country & also abroad.
During interaction with them it was revealed that, the CW-mill suppliers usually outsource various mill components, assemble and synchronize them at their factory as per customer’s requirements. Often the roll forming machine producers and even some CW producers assemble the CW mill and synchronize the machine components with the help of mechanical & electronic control gadgets by themselves.
Before describing the production technology of CW, it would be relevant to briefly discuss the LM chemistry, genesis and morphology of CW.
Liquid Steel Chemistry
Impurities are always present in LM to a lesser or greater extent and their detrimental effect can be significantly reduced by treatments, provided re-contamination/ re-oxidation is prevented. The physical-chemical analyses of LM provide information on the extent of contamination of various unwanted impurities in the melt. To exercise control of cast metal chemistry microstructure, surface quality etc, it is necessary to reduce the quantum of non metallic impurities and chemical heterogeneity of hot metal (Fe-94, C-5, Mn-0.2, Si- 1.2, S-0.1, P-0.15 % each or close to), and also pre-treat via de-sulphurization, de-siliconization, de-phosphorization and de-carburization.
This is necessary for reducing the scavenging load on crude steel (Fe-99.5, C-0.5, and Mn-0.10, Si-0.10, S-0.03, P-0.03, N-0.002, O-0.10 % each or close). The crude steel is further treated for thermal & chemical homogenization; chemistry adjustments for carbon, sulfur, phosphorus, oxygen, alloying elements; removal of non metallic inclusions (NMI) and morphological control on residual inclusions; and many other important functions like vacuum- degassing etc. Among the above impurities the NMI present in LM is considered as most detrimental alien body. Even a small amount (0.02 %) may affect the steel properties adversely. The inclusions may be dimensionally expressed as sub micro (<0.5-µm), micro (~0.5 to<50-µm) and macro (>50-µm) particles, present as simple or complex inorganic compounds like oxides, sulphides, nitrides, phosphides etc. Among these macro inclusions are most detrimental to mechanical properties in metals. In killed steel, oxides are generated from chemical reactions between deoxidation agents (Al, Si) and dissolved oxygen.
Among the NMI’s, oxide and sulphide have been found to be most harmful, especially in the formation of MnS stringers (which reduce the transverse ductility of rolled products).
Stringers generally occur during solidification of steel and by morphondlogical treatment Al2O3, SiO2, and sulphide inclusion are then converted into calcium-aluminates and silicates. This then gets removed, whereas MnS acquires spherical shape in solid metal. The unavoidable scrap recycling often contaminates the melt and the sum of metallic impurities (Cu+Cr+Ni+Sn) is usually controlled close to 0.10%.
The LM after cleaning may be arbitrarily referred to as clean and ultra clean steels, containing a sum of residual impurities (H+C+O+N+P+S) 60 ppm & 30 ppm maximum respectively. However the term clean steel is not a measure of an absolute characterization of melt hygiene; rather it is used to develop practices that control the steel making process, in order to limit the amount of NMI present in the steel (Weirton steel). In absence of universal standards covering clean steel it may be construed that “the lower the level of undesirable NMI, the higher the degree of metal cleanliness” (Table 1)
Table 1: Requirements for High Purity and Ultra Clean Steels*
| Product | Purity | Cleanliness | Comments |
| Automotive sheet | C < 30 ppm N < 30 ppm |
T[O] < 20 ppm d < 50 µm |
Ultra Deep Drawing specification, sensitive to cosmetic surface defects |
| Drawn & Ironed cans | T[O] < 20 ppm d < 20 µm |
Beverage & battery cans, sensitive to flange cracking | |
| Lead Frame for LSI | N < 50 ppm | d < 5 µm | Crack prevention in punch forming |
| Shadow Mask for CRT | d < 5 µm | Prevention of photo etching defects | |
| Tire Cord | d < 20 µm | Rupture prevention in wire drawing | |
| Ball Bearing | Ti < 15 ppm | T[O] < 10 ppm d < 15 µm |
Increased fatigue life |
| Line Pipe | S < 10 ppm | d < 100 µm | Sour gas service, oxide shape control |
| *(Impurities in engineering materials C L Briant,Technology & Engineering, p.48 -“Hi purity low residual and clean steel” Alan W. Cramb). | |||
From the Table 1, it may be seen that the presence of C, N, O, S & NMI are restricted in the metal matrix to produce superior quality of steel, the LM is required to be treated efficiently and the CW injection is considered as a unique process of LMT.
By Dr Pradeep K. Maitra
dipalyconsultants@hotmail.com
Find Instantly Precise Material Properties!
Total Materia Horizon contains physical, thermal and electrical properties for hundreds of thousands of materials, for different temperatures, and much more.
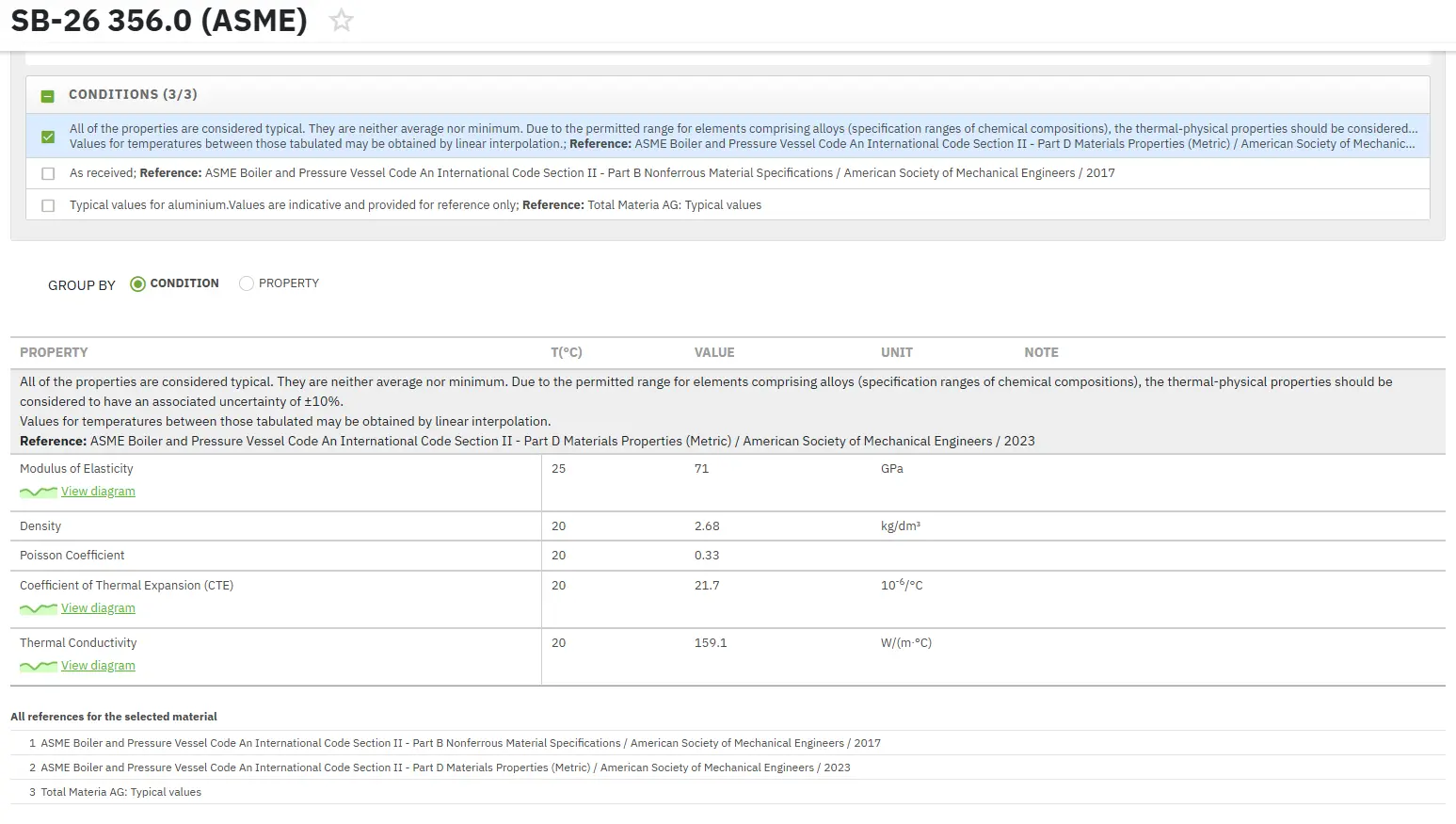
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.