Cold Working Processes
Abstract
Cold working is the plastic deformation of metals below the recrystallization temperature. In most cases, such cold forming is done at room temperature.
The major cold-working operations can be classified basically as squeezing, bending, shearing and drawing.
Cold working is the plastic deformation of metals below the recrystallization temperature. In most cases of manufacturing, such cold forming is done at room temperature. Sometimes, however, the working may be done at elevated temperatures that will provide increased ductility and reduced strength, but will be below the recrystallization temperature.
When compared to hot working, cold-working processes have certain distinct advantages:
- No heating required
- Better surface finish obtained
- Superior dimension control
- Better reproducibility and interchangeability of parts
- Improved strength properties
- Directional properties can be minimized
Some disadvantages associated with cold-working processes include:
- Higher forces required for deformation
- Heavier and more powerful equipment required
- Less ductility available
- Metal surfaces must be clean and scale-free
- Strain hardening occurs (may require intermediate anneals)
- Imparted directional properties may be detrimental
- May produce undesirable residual stresses
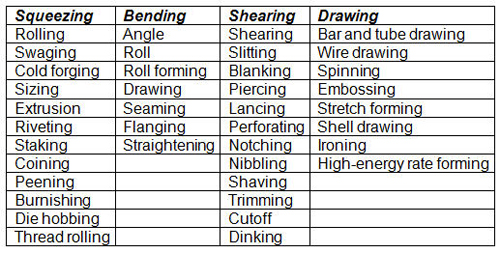
The major cold-working operations can be classified basically under the headings of squeezing, bending, shearing and drawing, as follows.
Squeezing Processes
Most of the cold-working squeezing processes have identical hot-working counterparts or are extensions of them. The primary reasons for deforming cold rather than hot are to obtain better dimensional accuracy and surface finish. In many cases, the equipment is basically the same, except that it must be more powerful.
Cold Rolling
Cold rolling accounts for by far the greatest tonnage of cold-worked products. Sheets, strip, bars and rods are cold rolled to obtain products that have smooth surfaces and accurate dimensions.
Swaging
Swaging basically is a process for reducing the diameter, tapering, or pointing round bars or tubes by external hammering. A useful extension of the process involves the formation of internal cavities. A shaped mandrel is inserted inside a tube and the tube is than collapsed around it by swaging.
Cold Forging
Extremely large quantities of products are made by cold forging, in which the metal is squeezed into a dive cavity that imparts the desired shape. Cold heading is used for making enlarged sections on the ends of rod or wire, such as the heads on bolts, nails, rivets and other fasteners.
Sizing
Sizing involves squeezing areas of forgings or ductile castings to a desired thickness. It is used principally on basses and flats, with only enough deformation to bring the region to a desired dimension.
Extrusion
Extrusion is a bulk deformation process where a billet, generally cylindrical, is placed in a chamber and forced through a die. The die opening can be round to produce a cylindrical product, or the opening can have a variety of shapes. Typical extrusion products are shown in Figure 1. Because of large reductions imparted during the extrusion process, most extrusion processes are performed hot in order to reduce the flow strength of the metal. Cold extrusion can occur but it is usually one step in a multi step cold forging operation.
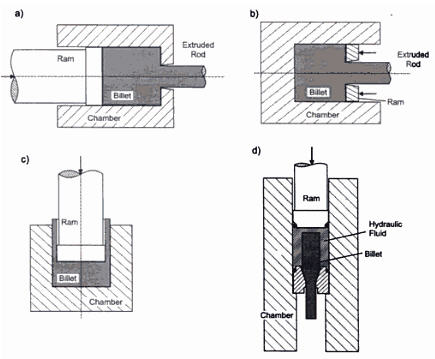
Figure 1: Schematic of extrusion processes: a-direct or forward extrusion; b-indirect or reverse extrusion; c-impact extrusion and d-hydrostatic extrusion.
Find Instantly Precise Material Properties!
Total Materia Horizon contains physical, thermal and electrical properties for hundreds of thousands of materials, for different temperatures, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.