Production of Stainless Steel: Part Two
Abstract
For melting and refining of stainless steel grades there are many different process routes. The individual choice is influenced by raw material availability, desired final product, existing shop logistics and capital economics. In general the stainless steelmaking process can be classified as a Duplex or Triplex type. The Duplex refining process which is composed of electric arc furnace melting, followed by converter refining, can be extended to a Triplex refining route by installation of a VOD plant. Today, about 90% of all stainless steel is produced according to the duplex or triplex route.
Slag Metal Reactions
For CaO-MgO-SiO2-(Fe, Cr) oxide slags with lime/silica ratios between 1.2 and 2.0, Pathy and Ward found the experimental solubility limit of Cr2O3 in the slag to vary from 3% in contact with low-chromium alloys (less than 2% Cr) to about 9% when the alloy was in the range 14-20% Cr. These data agree with the phase diagram Cr2O3-CaO-SiO2 as determined by Glasser and Osborn. These observations may have somewhat limited validity since it has been found that the primary oxide phase is not Cr2O3, but, either chromite FeCr2O4 or Cr3O4.
In any case, it is a fact that commercial slags show substantially higher chromium oxide solubility’s than indicated by these laboratory findings. The difference may also be due to the solvent effect of alumina, iron oxide, and other components, the presence of suspended solid oxides, or to the fact that slag and metal do not reach equilibrium in commercial systems.
In laboratory studies by Pathy and Wird, a linear relation was found between the ratio of chromium in slag to that in metal and the concentration of FeO in slag. The proportionality constant varied from 0.5 at 2950°F (1620°C) to 0.3 at 3070°F (1688°C). In case of BOF and EAF heats, Aukrust et al. obtained a value 0.28. For commercial operation the equation
(Cr)SLAG / [Cr]METAL = 0.3 (%FeO) .......... (1)
will give close representation of the chromium partition ratio. By measuring the iron oxide concentration of the slag, the extent of chromium oxidation can be determined. The degree of oxidation of the slag depends on practice and must be determined experimentally.
There are many different process routes for melting and refining of stainless steel grades. The individual choice is influenced by raw material availability, desired final product, existing shop logistics and capital economics. In general the stainless steelmaking process can be classified as a Duplex or Triplex type. The Duplex refining process which is composed of electric arc furnace melting, followed by converter refining, can be extended to a Triplex refining route by installation of a VOD plant. This is necessary, if very low carbon, sulfur or nitrogen contents must be achieved in the final product. Today, about 90% of all stainless steel is produced according to the duplex or triplex route.
In Duplex process, after melting in primary unit, refining is carried out in different vessel. Duplex process have certain disadvantages with respect to the ratio of ferro-alloys to scrap in the case of VOD and higher argon, ferro-silicon consumption and shorter converter life in case of AOD, lengthy process time in secondary vessel converter. However, in order to overcome these demerits and produce different grades with grater economy and better quality, triplex process is used.
In Triplex process, after melting in primary unit, refining is carried out in two different vessels. In the first vessel, decarburization and major refining take place and final stages of desulphurization and degassing take place in second vessel.
Compare to duplex, triplex process has following merits:
- Increase productivity
- Increase number of heats per day
- Increase scrap to liquid metal yield
- Improved quality of metal
- High operational flexibility
- Comparatively lower cost of production.
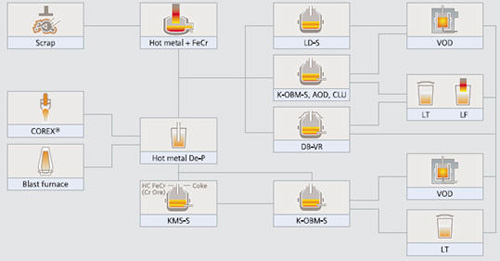
Figure 1: The standard process routes for stainless steels
AOD process
The AOD process features the use of mixed gas (O2 + inert gas) top-blowing lances to achieve high decarburization rates even at low steel bath [C] contents. The AOD (argon-oxygen decarburization) is a bottom-blown process, which since its introduction in the late 1960’s has become the dominant stainless steelmaking process (Figure 2). The AOD is charged with molten steel. The main task in the AOD is to refine crude steel high in both carbon and sulfide. The often-high carbon content is oxidized and driven off as carbon monoxide when oxygen is blown through tuyeres located near the bottom.
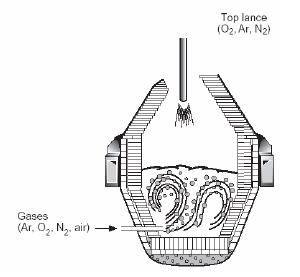
Figure 2: Schematic AOD Converter
Chromium oxidation is inevitable in the oxygen blowing decarburization process and chromium oxide with its high melting point is enriched in the slag at steel-making temperature. Depending on carbon and sulfur demands in the product, the top slag is reduced with either ferrosilicon or aluminum or a combination of both.
Ferrosilicon is used when sulfur levels only needs to be lowered slightly or when the sulfur already is low enough. Whenever possible, ferrosilicon is used because it is less expensive. Low sulfur levels as well as low carbon are achievable in the AOD converter.
Decarburization in AOD converter
Very low carbon levels are acquired in AOD stainless steels, often down to between 0.01 and 0.04 percent. The concept of the AOD converter is reaching such low carbon content by introducing increasing amounts of argon into the oxygen blown through the steel bath in the decarburization step. The argon dilutes the carbon monoxide formed during the decarburization, which lead to a lower the partial pressure of carbon monoxide PCO.
A low carbon monoxide partial pressure favors the formation of carbon monoxide from carbon and oxygen according to the oxygen potential diagram and therefore a lower temperature can be implemented in the AOD converter in making a standard stainless steel with chromium content of 18% and carbon level at 0.03% (Figure 3). At normal pressure (1 atm) a temperature of 1940°C is required to reach such a low carbon level. When the partial pressure of carbon monoxide PCO is reduced to a tenth of normal atmospheric pressure the equal low carbon level can be met already at 1600°C (Figure 3). Economical benefits are shorter heating times and lower heating costs combined with less refractory wear, and perhaps less expensive refractory not needing to withstand extreme temperatures.
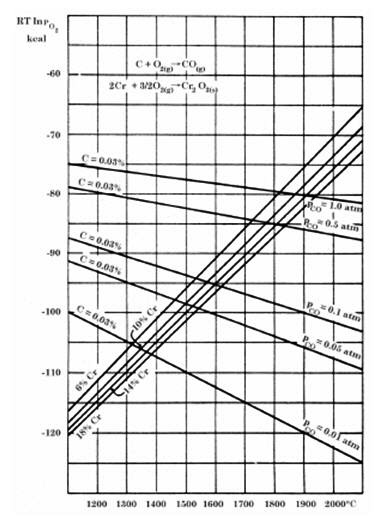
Figure 3: Oxygen potential diagrams
The efficiency of carbon removal is described in terms of the percentage of total inserted oxygen that is consumed in the oxidation of carbon. This Carbon Removal Efficiency (CRE) is described in equation 2. The rest of the oxygen is occupied in oxidizing metal. Keeping the CRE high is therefore of great importance.
CRE = O2(carbon oxidation) / O2(total) x 100 (%) .......... (2)
When the CRE decreases it indicates the necessity to decrease the oxygen to argon ratio, i.e. higher argon content in the blowing gas is needed. The blowing is therefore performed step by step constantly increasing the argon content in the gas.
Figure 4 shows schematically a decarburization procedure. In the initial step the CRE reaches 90%. The efficiency of carbon decrease as the available carbon in the melt lessens. Step two with equal amounts of oxygen and argon in the blowing gas, starts when CRE is approximately 45% and carbon level is 0.44%. CRE rises to 100%. All oxygen is consumed in forming carbon monoxide. After a few minutes CRE decreases again along with the carbon level. Step three is acting in the same manner but with even higher argon content. The blowing is performed until the requested carbon level is met. It may require a fourth step with 100% pure argon blown through the melt.
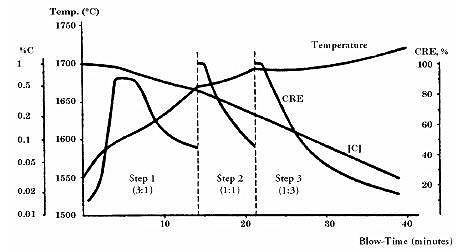
Figure 4: Chrome Reduction Efficiency CRE in AOD convertor
Not only carbon will be removed during the decarburization procedure, but also other elements with high affinity to oxygen such as silicon, manganese, chromium and nickel. Stainless steel is highly alloyed with chromium and nickel. Chromium and nickel, as well as iron, will inevitable at some extent are oxidized during the decarburization.
A major loss of valuable chromium to the slag in the form of oxides is not acceptable. Due to the argon dilution carbon is oxidized prior to chromium. The reaction written:
[C] + [O] ↔ (CO) .......... (3)
4[Cr] + 3(O2)(G) ↔ 2Cr2O3(S) .......... (4)
Cr2O3S + 3[C]Fe ↔ 2Cr + 3CO(G) .......... (5)
With the overall reaction of these two combined
2[Cr] + 3CO(G) ↔ Cr2O3(S) + 3[C] .......... (6)
Interestingly enough equation 6 does not reach equilibrium according to laboratory and plant studies. The studies indicate that chromium oxidation occur at greater extent than expected at a certain carbon level and a certain oxygen/argon ratio. Fulton and Ramachandran showed that chromium oxidation depends of blowing procedures. The argon protection against chromium oxidation is diminished if the gas is blown only shallow into the melt from a lance above. The oxygen is consumed in instant chromium oxidation equation 7 instead of forming carbon monoxide.
4[Cr] + 3O2(G) ↔ 2Cr2O3(S) .......... (7)
If the gas mixture on the other hand is injected through tuyeres placed near the bottom of the converter the solid chromium oxide particles formed by the instant oxidation come to better use. As the formed Cr2O3 particles ascend to the surface they perform the actual decarburization. The Cr2O3 particle come in the contact with carbon on its way up and as a result are freed from one or more of its oxygen, hence leading to the formation of carbon result are freed from one or more of its oxygen, hence leading to the formation of carbon monoxide. The reactions can be written as
Cr2O3(S) + 3[Cr]Fe ↔ 2[Cr]Fe + 3CO(G) .......... (8)
Chromium oxide particles totally freed from their oxygen molecules re-emerges again as chrome in the melt. Those Cr2O3 particles not subjected to any carbon on their path ends up in the slag, explaining the existence of chromium oxide in the slag despite of equation 11. Chromium content in the top-slag is often referred to as only Cr2O3 even though some extent of it is CrO.
In slag chrome is present both as Cr2O3 and CrO. The formation of CrO is favored by increased temperature, decreased oxygen potential and decreased basicity. In order to keep the chromium trivalent, remaining as Cr2O3 the basicity should be held high.
Large amounts of argon purge the steel bath intensely. Nitrogen and Hydrogen follow the argon to the surface and very low levels remain in the steel at the end of the process.
Access Precise Properties of Stainless Steels Now!
Total Materia Horizon contains property information for 120,000+ stainless steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.