Magnetic Pulse Welding of Dissimilar Materials: Part One
Abstract
According to phase changes during the welding process, welding technologies can be divided into three main categories; liquid state welding, solid/liquid state welding, and solid state welding.
MPW is a solid state impact welding technology that may provide metallurgical bonding without melting and solidification, and there is no significant heat affected zone (HAZ).
Welding is a vitally important material assembling technology and it is widely applied to join materials for many applications, such as the construction of automobiles, aircraft, ships, gasoline pipelines, and spanning bridges. According to phase changes during the welding process, welding technologies can be divided into three main categories; liquid state welding, solid/liquid state welding, and solid state welding, as shown in Figure 1.
Liquid state welding has been developed and widely applied with a long history in the engineering world, and is also called fusion welding because the workpieces are melted by chemical or electric methods and the joints undergo melting and solidification during the welding process. As a result, there is a heat affected zone (HAZ) after fusion welding. Solid/liquid state welding usually only melts the filler metals without melting the workpiece itself. Solid state welding does not require filler metal or flux and the process temperature is essentially lower than the melting point of the base materials.
This research focuses on some of the solid state welding technologies, which have undergone rapid development in the last four decades. The most outstanding feature of solid state welding is that there is no significant HAZ generated after welding. Hence, the materials being welded retain or improve their original properties, unlike fusion welding, which usually degrades the joint strength and causes residual stress with consequent cracking and corrosion issues. The other important advantage of solid state welding is that it can be used to weld both similar and dissimilar materials regardless of the property difference of the melting point, thermal expansion, and thermal conductivity.
Also reviewed in the research are three high velocity impact welding processes for different length scales; explosive welding (EXW), magnetic pulse welding (MPW) and laser impact welding (LIW).
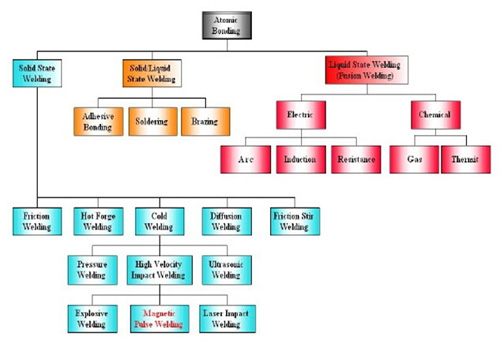
Figure 1: One category of welding technologies according to phase changes during welding process.
It is known that traditional fusion welding is not able to weld dissimilar materials with different thermal properties, but magnetic pulse welding (MPW) has been applied to both similar and dissimilar materials. MPW is a solid state impact welding technology that may provide metallurgical bonding without melting and solidification, and there is no significant heat affected zone (HAZ). It shares the same physical principle with explosive welding (EXW) and is good for workpiece with length scale in the order of millimeter to centimeter.
Magnetic pulse welding is accomplished by the magnetically driven, highvelocity, low-angle impact of two metal surfaces. At impact, the surfaces (which always have some level of oxidation) are stripped off and ejected by the closing angle of impact. The surfaces, which are now metallurgically pure, are forced into contact by the magnetic pressure, allowing valence electron sharing and atomic-level bonding. This process has been demonstrated in the joining of tubular configurations of a variety of metals and alloys.
Product designers are frequently constrained by the restrictions of traditional joining technologies, which place limitations on the type of joint, the materials that can be joined, and the quality of the joint. Solid-state welding allows manufacturers to significantly improve their product designs and production results by enabling both dissimilar and similar materials to be welded together, thus providing the opportunity to use lighter and stronger material combinations.
For MPW, the weldability and joint strength are strongly dependent on the impact welding process. There are various process parameters for MPW. Some of them are adjustable during every single welding, for example, the impact energy level, the standoff distance, and the overlap width. Others are constant and determined mainly by the welding system, for example, the actuator inductance and the secondary current density. In order to investigate the conditions for successful welding and also to improve the energy efficiency, it is necessary to monitor the process parameters and obtain the optimal condition of each process parameter.
However, measuring the parameters for MPW is quite difficult, because it is an extreme short process; the welding duration is only about a few microseconds. Therefore, high precision, high resolution and reliable measurements with a particular analysis methodology have been developed to investigate the process parameters. This chapter discusses the actuator design for different workpiece geometry, the process parameter measurement, and the suitable materials properties for MPW.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.