Cold and Hot Forging: An Overview
Abstract
Forging is a metal shaping process in which a malleable metal part, known as a blank, billet or work-piece, is worked to a predetermined shape by one or more processes such as hammering, upsetting, pressing, rolling and so forth. Cold forming is a precision category of forging which does the same thing without heating of the material (room temperature), or removal of material.
Among all manufacturing processes, forging technology has a special place because it can be used to produce parts of superior mechanical properties with minimum waste of material.
Forging can be produced at multiple temperature levels. Room temperature (or heat added process) forging is commonly called cold forging. This process is less costly, less heat energy consuming, provides greater dimensional accuracy, and can be very efficient for mass production of small parts (less than 50lbs). The downfall is that it requires much larger pressures to form the metal requiring large machinery and more frequent tool wear.
At the other end of the temperature spectrum is hot forging, where the work piece is heated up to about 75% of its melting temperature. As the temperature of the work piece, prior to forging approaches the melting temperature, the flow stress and energy required to form the material is decreased. Therefore, the strain rate or rate of production can be increased. This is a more expensive approach to metal forging and can be detrimental, leading to die failure by thermal stresses.
Generally, forging is a metal shaping process in which a malleable metal part, known as a blank, billet or work-piece, is worked to a predetermined shape by one or more processes such as hammering, upsetting, pressing, rolling and so forth. Cold forming is a precision category of forging which does the same thing without heating of the material (room temperature), or removal of material.
Forging results in metal that is stronger than cast or machined metal parts. This stems from the grain flow caused through forging. As the metal is pounded the grains deform to follow the shape of the part, thus the grains are unbroken throughout the part. Some modern parts take advantage of this for a high strength-to-weight ratio.
Many metals are forged cold, but iron and its alloys are almost always forged hot. This is for two reasons: first, if work hardening were allowed to progress, hard materials such as iron and steel would become extremely difficult to work with; secondly, steel can be strengthened by other means than cold-working, thus it is more economical to hot forge and then heat treat. Alloys that are amenable to precipitation hardening, such as most alloys of aluminum and titanium, can also be hot forged and then hardened. Other materials must be strengthened by the forging process itself.
Cold Forging
The cold forming process is similar to the cold heading process, however, the process uses vertical presses instead of horizontal cold heading machines. The cold forming process is also volume specific and the process uses dies and punches to convert a specific "slug" or blank of a given volume into a finished intricately shaped part of the exact same volume. The cold forming process generally compliments the cold heading process by adding more intricate shapes to the cold headed blank.
Cold forging is a reliable and cost efficient process. The main advantages are the following:
- savings in material and final machining,
- high productivity,
- excellent dimensional accuracy and surface quality of cold extruded parts,
- improvement of mechanical properties of extruded parts,
- favorable crystal grain flow increases toughness.
Cold forging encompasses many processes: bending, cold drawing, cold heading, coining, extrusion, punching, thread rolling and more to yield a diverse range of part shapes.
The main groups of produced cold forged parts are:
- Parts for starter motors (pinion, barrel, solenoid body, plunger, core…)
- Parts for alternators (claw pole…)
- Parts for switches, valves and other applications
- Parts for car seats
- Anti vibration parts, spiders, inner racks
- Parts for flywheel magnetos and other motorbike parts
- Hollow parts with stems and shafts
- Different gears and other parts etc.
Single Step Cold Forming Process
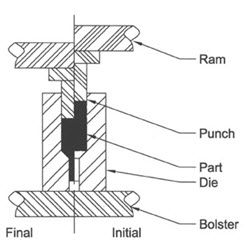
Figure 1: Scheme of cold forming process steep
The basic type of equipment used in cold forming is a vertical press either manually fed or fully automatic. Vertical presses can be powered mechanically or hydraulically.

Figure 2: Cold forming process

Figure 3: Cold forged parts for automotive electrical industry
Hot forging
Hot forging, also referred to as drop forging, is a process that can be used to produce a wide variety of parts in most metals. Generally, forging is the process of forming and shaping metals through the use of hammering, pressing or rolling. Forgings are produced in sizes ranging from a few millimeters maximum dimension up to 3 m or more in some cases.
The principles and practices of hot forging have been established since the last century, but improvements have obviously been made in equipment, lubricants and the ability to process the more difficult to forge materials since that time.
Hot forging is a plastic deformation of metal at a temperature and strain rate such that recrystallization occurs simultaneously with deformation, thus avoiding strain hardening. For this to occur, high workpiece temperature (matching the metal's recrystallization temperature) must be attained throughout the process.
A form of hot forging is isothermal forging, where materials and dies are heated to the same temperature. In nearly all cases, isothermal forging is conducted on super alloys in a vacuum or highly controlled atmosphere to prevent oxidation.
Because the metal is hot, it is easy to move it around, allowing for more elaborate shapes than cold forging. Hot forging is common for harder metals such as steel that would be difficult to shape when cold. The process begins with a cast ingot, which is heated to its plastic deformation temperature, then forged between dies to the desired shape and size. During this forging process, the cast, coarse grain structure is broken up and replaced by finer grains, achieved through the size reduction of the ingot.
Depending on the metal and the degree to which it was heated, the forging process itself might suffice to temper, or strengthen, the material. Usually, the product is additionally heat treated after it is hot forged.
Figure 4 shows schematically heat treatment which occurs in the hot forging process of casted ingot and Figure 5 presents some examples of hot forged parts.
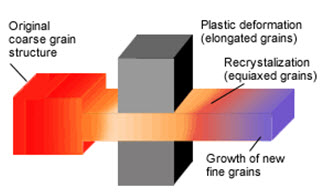
Figure 4: Hot forged process

Figure 5: Hot Forged parts
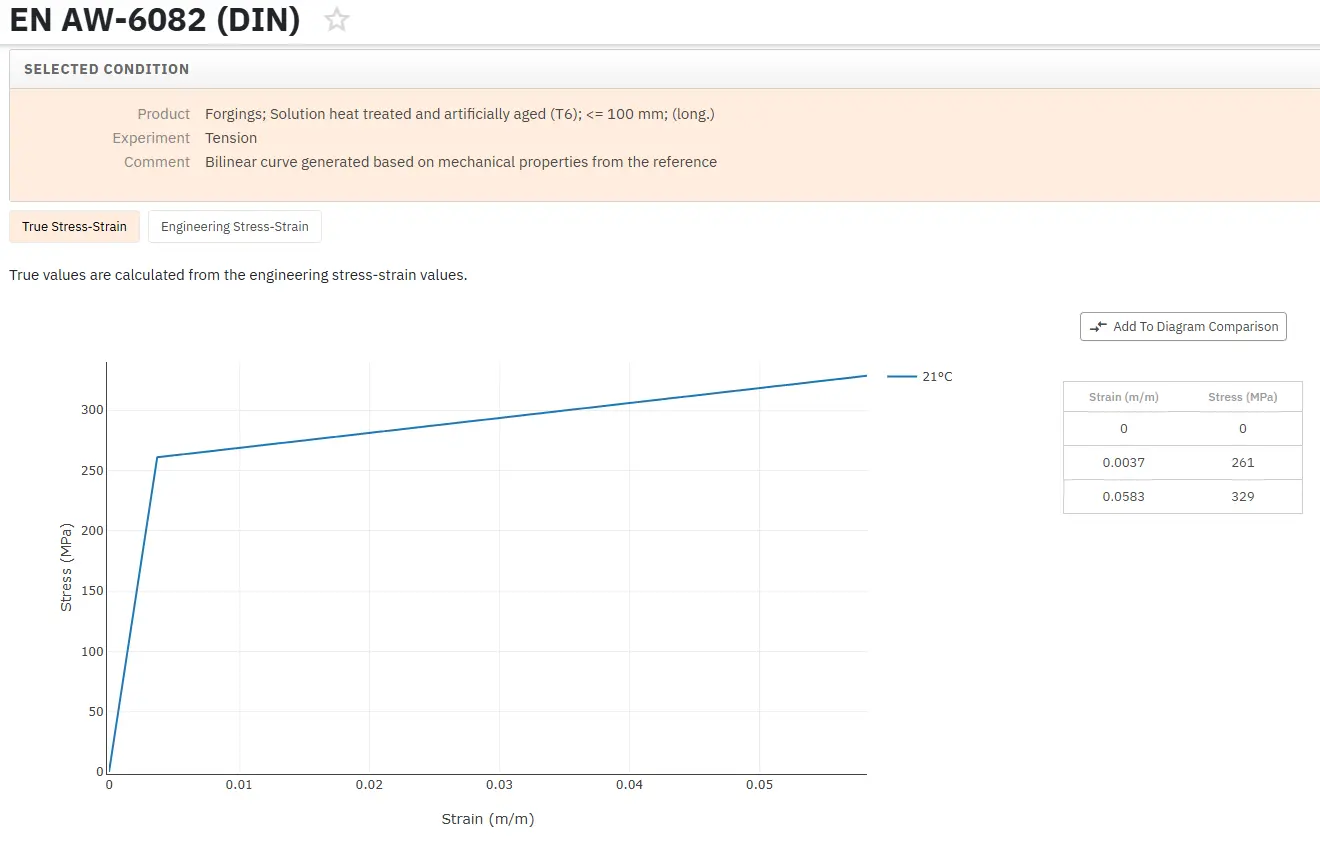
Find Instantly Properties of Forging Materials!
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.