Martensitic High Nitrogen (Stainless) Steels
Abstract
Martensitic high nitrogen stainless steels are particularly interesting because they typically exhibit high strength and ductility, good corrosion resistance and reduced grain boundary sensitization.
This articles explores the possibility of the use of martensitic high nitrogen stainless steels for cryotechnic bearings for aerospace applications where requirements stipulate that no crack initiation can be tolerated.
The objectives of M. B. Horovitz, F. Beneduce Neto, A. Garbogini, A. P. Tschiptschin study was:
1) To investigate the possibility of producing high nitrogen martensitic stainless steel, corresponding to the AISI 420 steel, under atmospheric pressure, by using gas nitrogen injection in the melt or by addition of Fe-Cr-N master alloy;
2) To compare the mechanical properties and corrosion resistance of these materials to those of the commercial AISI 420 steel.
Three experimental nitrogen bearing martensitic stainless steels (nitrogen content ranging from 1600 to 1900 ppm) were produced in an air induction furnace and the N was added into the melt as Fe-Cr-N master alloy or gas nitrogen. These alloys with (C +N) content equal to 0.32 wt% were compared with a commercial AISI 420 steel. The alloys were homogenized, forged, quenched in air (alloys I and II) or in oil (alloys III and AISI 420) from temperatures between 1073 to 1423 K. The austenitizing temperature of 1273K was chosen and the specimens were tempered in the range of 373 to 973 K for 1 h. SEM of the 773K tempered nitrogen steels did not show any visible precipitates. The AISI 420 alloy, however, exhibited a high density of chromium carbide precipitates when heat treated in the same manner. TEM observation of the alloy III did not show clearly fine and well distributed precipitates. The nitrogen bearing steels showed better corrosion resistance in the 773K tempered condition than the as quenched AISI 420 as a consequence of lower precipitate size, stoichiometry and distribution of precipitates.
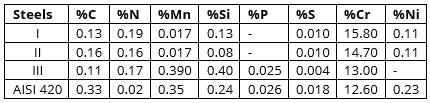
Table 2: Chemical composition of the studied steels (wt%)
The aim of the paper of D. Girodin et al was to investigate the influence of the steel composition on the material properties (microstructure, physical and chemical properties, mechanical properties and fatigue life of bearings).
The XD15NW™ nitrogen martensitic stainless steel, whose advantage is to be manufactured by a classical melting process, shows interesting potentialities to replace the X105CrMo17 steel (AISI 440C) for cryogenic bearing applications with improved corrosion resistance, better metallurgical and mechanical properties, improved tribological behaviour and fatigue life.
Consequently, the elemental composition selected after several laboratory heats for the developed steel, designated XD15NWTM (type X45CrMoV15-2) is given in the Table 1:

Table 1: Elemental composition of the XD15NWTMsteel
The steel is manufactured using an electric furnace processing followed by electroslag consumable electrode re-melting (E.S.R). Nitrogen is added into the ladle by gaseous stirring and through nitrided ferroalloys. During re-melting, the slag composition is selected in such a way to maintain the nitrogen content. The nitrogen content along a re-melted ingot in longitudinal and transverse directions is uniformly distributed (± 0.01 % variation for 0.20 % N average level).
The lower carbon percentage leads to fine and uniformly distributed carbides. The carbide banding of XD15NW and X105CrMo17 steels are compared in Figure 1. The carbide bands are notably reduced for the nitrogen steel. Although some eutectic carbides remain, their mean size is reduced to a few μm, compared to several ten μm for 440C steel.
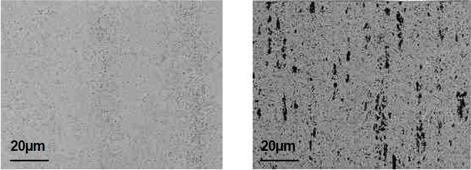
Figure 1: Banding carbide structure of XD15NW and X105CrMo17
Metallurgical and mechanical properties at room temperature
The mechanical properties have been optimized in order to simultaneously obtain the following properties:
- hardness 58 HRC
- retained austenite ≤ 10 %
Several heat treatments have been performed to provide adequate quench-hardening. The influence of austenitizing and tempering temperatures on the hardness and the retained austenite for a XD15NW steel with 0.65 % C+N content is shown in Figure 2.
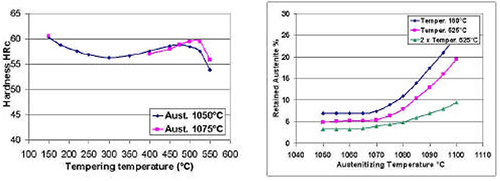
Figure 2: Effect of heat treatment conditions on hardness and retained austenite
After quenching in oil from 1050°C, deep freeze and tempered at low temperature, the hardness is 58 HRC over a depth of 50 mm. Deep freeze to - 80°C lowers the retained austenite and raises the hardness to 60 HRC after tempering between 150 and 200°C. A second cooling does not improve this value. When increasing the tempering temperature, the hardness drops and then a secondary hardening occurs. The beneficial effect of nitrogen is retained at all temperature. It results in higher hardness obtained with higher tempering temperature. A better hardness retention is also observed after high temperature ageing.
A second tempering at high temperature decreases the amount of retained austenite and increases the hardness.
On the basis of these results, two heat treatments complied with the required properties:
- Low temperature tempering treatment: austenitizing 1050°C, deep-freezing -80°C, tempering 180°C.
- High temperature tempering treatment: austenitizing 1075°C, deep-freezing -80°C, double tempering 500°C.
SEM (Scanning Electron Microscopy), TEM (Transmission Electron Microscopy) examinations and EDX analysis (Energy Dispersive X-rays) has been made on the structure resulting from the selected treatments.
The microstructure achieved after a low temperature tempering for XD15NW and X105CrMo17 are illustrated in Figure 3. It reveals for XD15NW steel a fine martensitic micro-structure containing a fraction of about 5 % of intergranular and intragranular precipitates, insulated or agglomerated, identified as M23C6 type carbides containing in average 4 to 5 % Mo, without nitrogen.
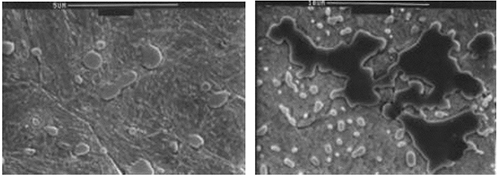
Figure 3: SEM picture of carbides in XD15NTM and in X105CrMo17 (440C)
After high temperature tempering, the microstructure is quite the same except that nitrides nanoprecipitates (VC-VN-CrN) a few nm in size has been identified. Some additional heat treatments were carried out in order to optimise the resistance and the toughness for subsequent induction hardening. A toughness in the range of 100 MPa√m could be obtained after high temperature tempering at about 725-750°C that leads to 33 – 37 HRc hardness.
The following characteristics could be achieved in the induction hardened layer: - Surface hardness 750-800 HV, 1.7-1.8 mm conventional depth at HV 550 after a low temperature tempering. - Surface hardness 700-720 HV, 1.45-1.55 mm conventional depth at HV 550 after high temperature tempering.
Corrosion resistance
Three types of tests were carried out in order to evaluate the corrosion resistance.
- Salt spray test according to NFX 41.002 standard
- 98 % relative humidity test at 40°C during 2200 hours
- Current density-potential measurements in 1 % H2SO4 acid-aqueous solution.
The results concerning the atmospheric tests (Table 2) representative of pitting corrosion resistance are expressed by comparison to a standardised scale between 10 (no corrosion) and 0 (100 % of the surface corroded).
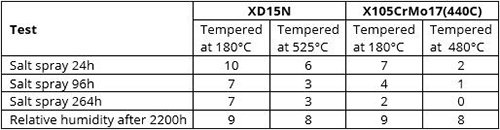
Table 3: Results of atmospheric corrosion tests
As conclusion they draw that the current density-potential test representative of the uniform corrosion refers to the critical current density of the come-back peak that is characteristic of the material depassivation. The results are shown in Figure 4. In all cases low tempering treatment shows better corrosion resistance than the high tempering treatment, due to the carbo-nitride precipitation that occurs above 400°C during the later one. Furthermore, if we consider equivalent tempering conditions, the corrosion resistance of XD15NW is better than for the X105CrMo17 used as a reference.
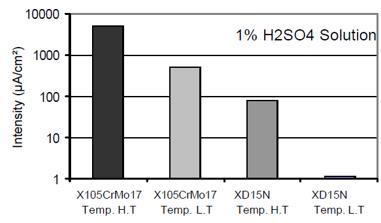
Figure 4: Current density results
The partial replacement of carbon by nitrogen in a medium or high carbon steel leads to a more homogeneous structure with finer eutectic carbides and the addition of elements such as Mo and V harden in a more significant way.
It follows that martensitic nitrogen steel XD15NWTM, manufactured using a classical steelmaking process shows an improved corrosion resistance, a good rolling contact fatigue life owing to the hardness that could be achieve after heat treatment and better cryogenic properties.
The fine micro-structure free from large carbides contributes also to explain the significant improvements observed for the structural fatigue characteristics (pulsating axial tension) and the contact fatigue resistance (monotonic and pulsating).
Furthermore, the fatigue life under rolling plus sliding conditions in cryogenic medium is also improved.
Finally, the results obtained justify the use of this steel for the manufacturing of cryotechnic bearings for aerospace applications where requirements in term of reliability are of primary importance and for which no crack initiation can be tolerated.
Access Precise Properties of Stainless Steels Now!
Total Materia Horizon contains property information for 120,000+ stainless steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.