The Steel Carburizing Process: Part One
Abstract
Steel carburizing is a high-temperature process where carbon diffuses into low-carbon steel surfaces when austenite is present, creating wear-resistant properties. This comprehensive overview examines the five main carburizing methods (pack, gas, liquid bath, vacuum, and plasma), their characteristics, and applications. The article presents experimental evidence comparing carburization effectiveness across different steel types (JIS SCM 415, JIS SNCM 220, and AISI 1008), demonstrating how composition affects carbon absorption, case depth, and resulting mechanical properties. Understanding microstructure development during carburization is key to optimizing this widely-used surface hardening technique.
Introduction to Steel Carburizing: Principles and Applications
Carburizing, sometimes called cementation, is a process where carbon is diffused into the surface of steel (usually a low-carbon steel) at temperatures well above the AC3 where austenite is present and the diffusion rate of carbon in steel is reasonably high. The carbon content increases according to the diffusion rate at the chosen temperature (generally 1700 to 1750°F, or 930 to 955°C) and the nature of the carbonaceous media used. The carbon content in the case typically will not exceed the carbon content of austenite defined by the Acm line. For alloy steels, particularly tool steels, the carbon content at the surface can easily exceed 3% after carburizing.
Carburizing is one of the most widely used surface hardening techniques. The process transforms low carbon steel alloys to form a high carbon steel surface, creating components with excellent mechanical properties. Carburized steel is widely used in machines, gears, springs, automobiles, and wires which require high strength, toughness, hardness, and wear resistance. These enhanced properties result from the combination of carburization and subsequent quenching processes.
Five Major Carburizing Methods: Comparative Analysis
There are five principal carburizing methods, each with distinct characteristics and applications:
1. Pack carburizing uses a furnace to heat metal parts packed inside a container with carbon powder. The heating process typically lasts 12 to 72 hours at high temperature. This method is relatively slow and has heating inefficiencies due to difficulties in maintaining even temperature distribution.
2. Gas carburizing follows similar procedures to pack carburizing but introduces carbon monoxide (CO) to the furnace to improve carbon diffusion. While more efficient for large volume processing, this method presents safety challenges as CO is an odorless, colorless poisonous gas that could pose health risks to plant workers.
3. Liquid bath carburizing immerses parts in a molten carbon-rich medium.
4. Vacuum carburizing operates in a low-pressure environment with precise gas control.
5. Plasma carburizing uses ionized gas to enhance the carbon transfer process.
The key to successful improvement in carburizing lies in understanding and interpreting the microstructure of the carburized case.
Material Performance in Carburizing Processes
To illustrate the carburizing behavior of different steels, research by L.-D. Liu and F.-S. Chen examined three commercial steels: JIS SCM 415, JIS SNCM 220, and AISI 1008. These steels were carburized in a two-chamber vacuum furnace at temperatures ranging between 900°C and 1050°C in an acetylene atmosphere.
Steel SCM 415 contains mainly 0.12% C, 1.0% Cr, and 0.17% Mo. Steel SNCM 220 contains 0.18% C, 0.55% Mo, 0.42% Cr, and 0.17% Mo, while AISI 1008 is a 0.058% C plain carbon steel. The researchers characterized the carburized specimens for hardness distribution and microstructure of the carburized layers using thermodynamic analysis.
Optimizing Carburization Parameters for Different Steel Types
Experimental results showed that under identical treatment conditions, the SNCM 220 steel exhibited the best performance in both effective case depth (ECD) and total case depth (TCD) of the carburized layers. However, the carbon concentration in the carburized surface of SCM 415 steel was higher than that of SNCM 220 steel.
The AISI 1008 steel demonstrated the poorest performance among the tested steels. Furthermore, the carbon potential of the atmosphere for SCM 415 steel should be controlled at a lower level than for SNCM 220 steel if the same carbon concentration in the work surface is required. The plain carbon steel AISI 1008 required the highest carbon potential among the three steels.
Microstructure and Property Development in Carburized Steel
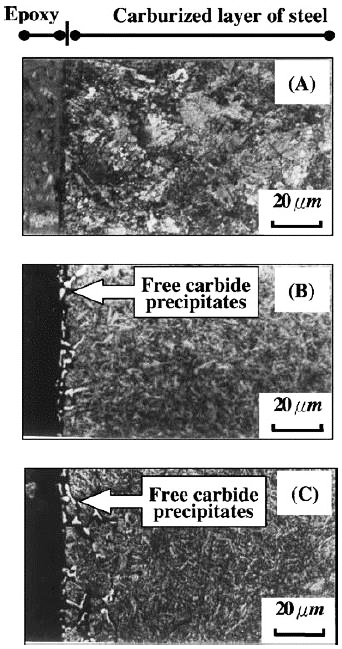
Figure 1: The cross-sectional metallographic pictures of the carburized layer of specimens: (A) AISI 1008 (B) SNCM 220 (C) SCM 415. The carburizing was conducted at 1000°C for 1h at 5 Torr acetylene pressure. After carburizing, the specimens were held at 830°C for 20 min and then quenched into an 80°C oil bath and followed by 2 h×180°C tempering.
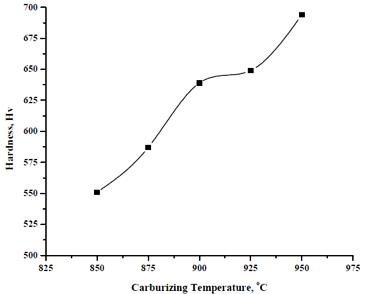
Figure 2: Variation of hardness with the carburization temperature
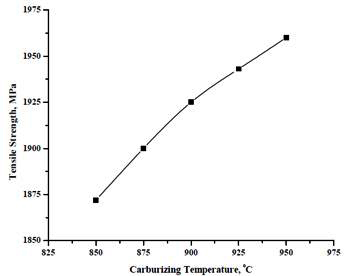
Figure 3: Variation of tensile strength with carburization temperature
The metallographic images in Figure 1 illustrate the distinct differences in carburized layer development across the three steel types. Figure 2 demonstrates how hardness properties vary with carburization temperature, while Figure 3 shows the relationship between tensile strength and carburization temperature. These figures highlight the significant impact of both material composition and process parameters on the final properties of carburized components.
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.