Iron Spark Plasma Sintering (SPS): Part One
Abstract
Spark Plasma Sintering (SPS) is a sintering technique which is well matched to mechanically milled materials such as tool steels due to its low temperature and short cycle time.
Tool steels have been specifically manufactured to exhibit exceptionally high strain hardening, a characteristic which can be undone by high temperature sintering processes such as hot isostatic pressing.
Powder metallurgy is a well consolidated route to produce tool steels. The conventional process, involving the consolidation of atomized powders by hot isostatic pressing (HIP) followed by thermomechanical processing (extrusion, forging…) and final heat treatment leads to a finer microstructure and improved properties than similar wrought grades obtained from ingots.
Tool steel microstructures can be further refined by mechanical milling. The repeated impacts between powder particles and the balls/vial cause fragmentation and induce a high defects density. The crystallite size is progressively reduced down to nanometric scale and considerable strain hardening is observed.
During sintering, recrystallization is generally easier that in unmilled powders, according to the higher internal energy of the system. Sintering techniques assisted by pulsed current, like Spark Plasma Sintering (SPS), permits to get near full dense materials at lower temperature and for shorter time than HIP. This allows to preserve parts of the benefits induced by mechanical milling, leading to a very fine microstructure of the consolidated steels.
Spark plasma sintering (SPS) is a relatively new compaction technique which utilizes the heat generated in the sintering system when a pulsed DC current passes through both electrically conducting graphite dies and the conducting powders to be compacted. For non-conducting powders, only the graphite die and punches heated due to resistance act as the heat source. A schematic diagram depicting the main parts of SPS system is shown in Figure 1.
The powder to be compacted is loaded into a die usually made of graphite. The employment of graphite as the material for punches and dies limits the external sintering pressure to a value of 100 MPa. The pressure applied during compaction is uniaxial, which can be maintained at a constant value or changed in the subsequent stages. The sintering temperature is measured using a thermocouple inserted through a horizontal die-hole about 1-2 mm away from the loaded powders.
Sintering is carried out under any one of the commonly used environments including vacuum, air, nitrogen and argon. The heat generated in the system by ON-OFF DC pulse voltage and a current from a pulse generator and high applied mechanical stress activates diffusion-oriented processes and the electric field present in the system enhances the diffusion rate. Therefore, very dense components can be produced at comparatively low temperature in short duration.
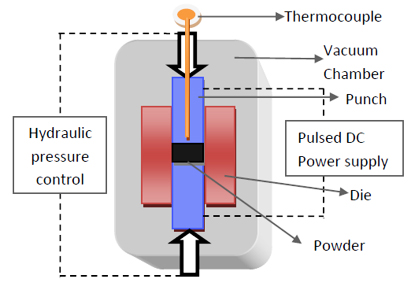
Figure 1:Schematic representation of SPS system
Spark plasma sintering (SPS), also called Field Assisted Sintering Technique (FAST), represents a novel method of preparation of sintered materials from powders. The main advantage of the SPS method is a high achievable heat rate (>200° C/min) and high sintering temperatures (up to 2200°C). Combination of high heating rate, rather high pressures (up to 80 MPa) and electric field fluctuations leads to an effective sintering and significant reduction of sintering time for both coarse-grained and nanocrystalline powders. Composite materials may be easily obtained by mixing or layering of different powders.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.