Cold Pilger Rolling: Part Two
Abstract
The two main objectives of cold rolling pilgering are to reduce the diameter and increase the consistency and quality of tube products and to also have a positive effect on the grain structure of the material and therefore the overall mechanical properties.
The main benefits to material hardness are gained by inducing a morphological and crystollographical texture changes in the material which leads to grain elongation through uniaxial deformation.
Cold pilgering has been in use for many years since being patented in the US in 1896. Cold pilger mill machines perform work on preexisting tubes produced by means of cast, welding or extrusion. Pilgered tube metal alloys include aluminum, copper, gold, silver, stainless steels, titanium, zirconium and a host of many other special materials that are derived from various metal alloys.
In general, the pilgering process has two primary purposes:
- One, and most importantly, pilgering is a cold working process that greatly improves the material grain structure.
- Two, it is a way of reducing large amounts of the outside diameter and inside diameter of a preexisting tube very quickly. Reduction rates can be as high as nearly 100% on some alloys.
Cold pilgering processes induce morphological and crystallographical texture modifications. Grains are elongated by quasi-uniaxial deformation leading to strength anisotropy (see Figure 1). Moreover, strain hardening due to cold working increases hardness, therefore, intermediate heat-treatments are necessary to soften the material. Based on previous studies for ODS steels a hardness value below 400 HV1 is needed to avoid damage during manufacturing.
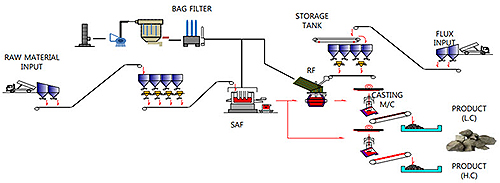
Figure 1: Grains are elongated by uniaxial deformation
In most applications, the cold pilgered tubes are immediately ready for finishing or shipment. In other cases, additional cold pilgering or drawing operations are required. When additional cold-working steps are necessary, the tubes often require intermediate annealing.
This special forming process is indispensable for numerous applications, and cost-effective for many others, for a variety of reasons.
The cross-section reductions attained are higher than those achieved by other processes. Because the cold pilgering process applies pressure from all sides, it can achieve reductions up to 90 percent for copper; 80 percent for stainless steel, nickel alloys, and zircaloy; and 75 percent for high-strength titanium alloys.
The large cross-section reductions help to limit process-related conversion costs, because cold pilgering eliminates additional processes such as cleaning, annealing, pickling, cutting, handling, and straightening between drawing operations.
The homogenizing material flow in a circumferential direction facilitates substantial reductions in eccentricity. Experience has shown that the higher the eccentricity of the starting tube, the greater is the improvement in eccentricity by cold pilgering.
The many forming steps improve roundness, stress homogeneity, and surface roughness. Surface defect depths decrease in proportion to the amount of the wall thickness reduction.
During cold pilgering, practically no material loss occurs. Only the end faces of the finished tubes are out of shape and have to be trimmed off. The main advantage of eccentricity improvements during cold pilgering is better material utilization. Reduced wall thickness deviations allow more footage of finished product to be produced from each ton of raw material.
TPS have developed a special bright annealing process, which doesn´t require the use of any acids or alkalis. The heat treatment is performed in a so called closed furnace. The heat treated material is protected by an inert gas atmosphere. This atmosphere guarantees that oxygen cannot enter the furnace or come into contact with the material and react to form scale on or tarnish the material.
The tendency, for deposits to form on undamaged bright annealed tube surfaces, is considerably lower than for pickled or ground surfaces. The reason for this is the topography of the surface. The irregular hills and valleys in the surface structure of pickled or ground surfaces favour the adhesion of particles.
Figure 2: Cold pilger rolling flow chart
Find Instantly Precise Material Properties!
Total Materia Horizon contains mechanical and physical properties for hundreds of thousands of materials, for different temperatures, conditions and heat treatments, and much more.
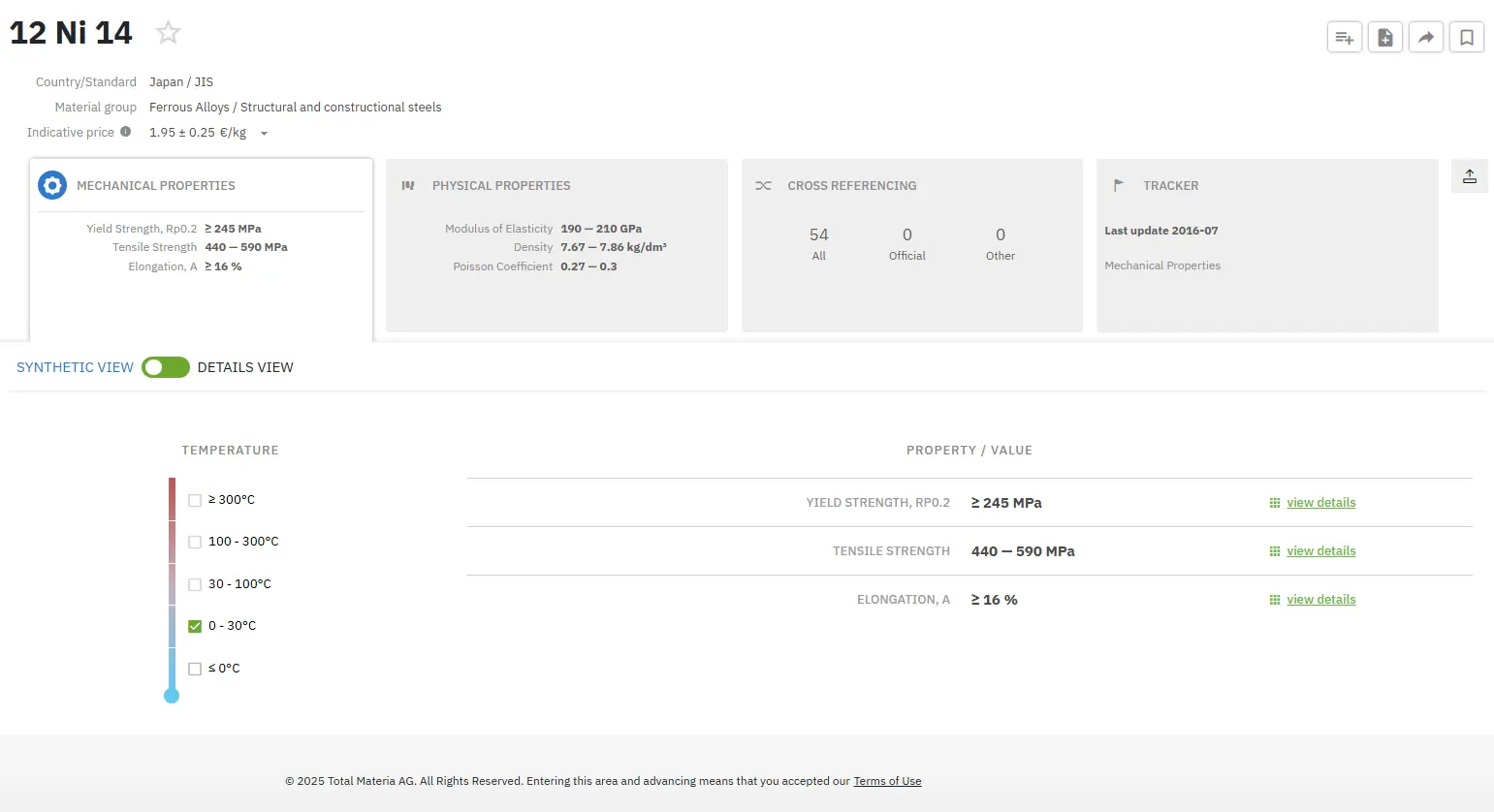
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.